|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
ИНФОРМАЦИОННО- ТЕХНИЧЕСКИЙ СПРАВОЧНИК ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ |
ИТС 7 ─ 2015 |
ПРОИЗВОДСТВО ИЗВЕСТИ

Москва
Бюро НДТ
2015
Содержание
Раздел 1. Общая информация об известковой отрасли
1.1 Общие сведения об известковой промышленности..
1.2 Производство извести в Российской Федерации
1.3 Основные факторы, характеризующие охрану окружающей среды и устойчивое развитие
Раздел 2. Описание технологических процессов, используемых в настоящее время в известковой отрасли
2.1 Общее описание процесса добычи сырья
2.1.1 Хранение сырья и топлива
2.1.4 Транспортирование и дозирование
2.1.5 Очистка воздуха и газов от пыли
2.2 Общие сведения об обжиге карбонатных пород
2.3 Типы известеобжигательных печей
2.3.3 Иные виды известеобжигательных печей
2.4 Дробление и измельчение извести
2.5 Производство гашеной извести
2.6 Складирование готовой продукции
2.7 Контроль качества готовой продукции
2.7.1 Контроль качества негашеной извести
2.7.2 Контроль качества гашеной извести
2.7.3 Контроль качества продукции на складе.
2.8 Производственные вредности
Раздел 3. Текущие уровни эмиссии в окружающую среду
Химический состав карбонатной породы
Типы печей и параметры их работы
Вращающиеся печи с запечным теплообменником
3.3.5 Полихлорированные дибензодиоксины и дибензофураны ПХДД и ПХДФ
3.3.7 Хлористый водород (HCl) и фтористый водород (HF)
3.4 Перечень маркерных загрязняющих веществ, характерных для производства извести
3.5 Потери производства извести
Раздел 4. Определение наилучших доступных технологий
Раздел 5. Наилучшие доступные технологии
Раздел 6. Экономические аспекты реализации наилучших доступных технологий
Раздел 7. Перспективные технологии
7.2 Обжиг во взвешенном состоянии
7.4 Дожигание дымовых газов в шахтных пересыпных печах
Заключительные положения и рекомендации
Приложение А (справочное) Крупные месторождения мела и известняка на территории Российской Федерации
Приложение Б (справочное) Коды ОКВЭД и ОКПД области применения
Приложение Г (обязательное) Перечень НДТ
Приложение Д (обязательное) Перечень технологических показателей
Приложение Е (обязательное) Энергоэффективность
Настоящий справочник НДТ является документом по стандартизации, разработанным в результате анализа технологических, технических и управленческих решений, применяемых при производстве извести.
Краткое содержание справочника
Введение. Представлено краткое содержание справочника НДТ.
Предисловие. Указана цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие справочника НДТ.
В разделе 1 представлена информация о состоянии и уровне развития в Российской Федерации производства извести по основным переделам. Также в разделе 1 приведен краткий обзор экологических аспектов производства извести.
В разделе 2 представлены сведения о производстве извести:
-общее описание процесса добычи сырья;
-общие сведения об обжиге карбонатных пород;
-типы известеобжигательных печей;
-дробление и измельчение извести;
-производство гашеной извести;
-складирование готовой продукции;
-контроль качества готовой продукции.
В разделе 3 дана оценка потребления энергоресурсов и уровней эмиссий в окружающую среду, характерных для производства извести в Российской Федерации.
Раздел подготовлен на основе данных, представленных предприятиями Российской Федерации в рамках разработки справочника НДТ, а также различных литературных источников.
В разделе 4 описаны особенности подходов, примененных при разработке данного справочника НДТ и в целом соответствующих Правилам определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 года № 1458) и Методическим рекомендациям по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 года № 665).
В разделе 5 приведено краткое описание НДТ для производства извести, включая:
- системы экологического и энергетического менеджмента, контроля и мониторинга технологических процессов;
- технические и технологические решения для повышения энергоэффективности, ресурсосбережения, снижения эмиссий загрязняющих веществ, методы обращения с отходами и побочными продуктами производства.
В разделе 6 приведены доступные сведения об экономических аспектах реализации НДТ на предприятиях Российской Федерации.
В разделе 7 приведены краткие сведения о новых технологических и технических решениях, направленных на повышение энергоэффективности, ресурсосбережения, снижение эмиссий загрязняющих веществ, эффективное обращение с отходами, промежуточными и побочными продуктами.
Заключительные положения и рекомендации. Приведены сведения о членах технической рабочей группы, принимавших участие в разработке справочника НДТ. Рекомендации предприятиям по дальнейшим исследованиям экологических аспектов их деятельности.
Библиография. Приведен перечень источников информации, использованных при разработке справочника НДТ.
Предисловие
Цели, основные принципы и порядок разработки информационно-технического справочника по наилучшим доступным технологиям установлены постановлением Правительства Российской Федерации от 23 декабря 2014 г. № 1458 «О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям».
1 Статус документа
Настоящий информационно-технический справочник по наилучшим доступным технологиям «Производство извести» (далее — справочник НДТ) является документом по стандартизации.
2 Информация о разработчиках
Справочник НДТ разработан технической рабочей группой № 7 «Производство извести» (ТРГ‑7), состав которой утвержден приказом Росстандарта от 17 июля 2015 г. № 834 «О технической рабочей группе «Производство извести» (ред. от 18.11.2015 г.).
Перечень организаций и их представителей, принимавших участие в разработке справочника НДТ, приведен в разделе «Заключительные положения и рекомендации» справочника НДТ.
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник НДТ содержит описание применяемых при производстве извести технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, водопотребление, повысить энергоэффективность, ресурсосбережение [1], [2], [3].
Из описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся наилучшими доступными технологиями (НДТ).
В справочнике НДТ установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными, региональными аналогами
Справочник НДТ разработан на основе справочника ЕС по наилучшим доступным технологиям «Европейская комиссия. Комплексное предупреждение и контроль загрязнений. Производство цемента, извести и оксида магния. Май 2009 г.» (European Commission. Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques in the Cement, Lime and Magnesium Oxide Manufacturing Industries. May 2009).
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве извести в Российской Федерации, была собрана в процессе разработки справочника НДТ в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Росстандарта от 23 июля 2015 г. № 863.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми в соответствии с распоряжением Правительства Российской Федерации от 31 октября 2014 г. № 2178‑р, приведена в разделе «Область применения».
7 Информация об утверждении, опубликовании и введении в действие
Справочник НДТ утвержден приказом Росстандарта от _____________ № _____.
Справочник НДТ введен в действие с 1 июля 2016 г., официально опубликован в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО ИЗВЕСТИ
Manufacture of lime
Дата введения — 2016‑07‑01
Настоящий справочник НДТ распространяется на следующие основные виды деятельности:
- производство негашеной, гашеной и гидравлической извести;
- производство прочей неметаллической минеральной продукции;
- производство цемента, извести и гипса.
В приложении Б приведены соответствующие области применения справочника НДТ коды ОКВЭД и ОКПД.
Справочник НДТ также распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
- хранение и подготовка сырья;
- хранение и подготовка топлива;
- производственные процессы;
- методы предотвращения и сокращения эмиссий и образования отходов;
- хранение и подготовка продукции.
Справочник НДТ не распространяется на:
- добычу сырья на месторождениях;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Вопросы охраны труда рассматриваются частично и только в тех случаях, когда они оказывают влияние на виды деятельности, включенные в область применения настоящего справочника НДТ.
Дополнительные виды деятельности при производстве извести и соответствующие им справочники НДТ (распоряжение Правительства Российской Федерации от 31 октября 2014 г. № 2178‑р (ред. от 29.08.2015 г.)) приведены в таблице 1.
Таблица 1 — Дополнительные виды деятельности при производстве извести и соответствующие им справочники НДТ
|
Вид деятельности |
Соответствующий справочник НДТ |
|
Методы очистки сточных вод |
Очистка сточных вод при производстве продукции (товаров), проведении работ и оказании услуг на крупных предприятиях |
|
Обращение с отходами |
Обезвреживание отходов |
|
Добыча сырья |
Обращение со вскрышными и вмещающими горными породами |
|
Системы охлаждения |
Промышленные системы охлаждения |
|
Хранение и обработка материалов |
Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов) |
|
Повышение энергоэффективности |
Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности |
Раздел 1. Общая информация об известковой отрасли
1.1 Общие сведения об известковой промышленности
Для производства извести используют природные кальциево-магниевые горные породы, состоящие из карбоната кальция CaCO3, карбоната магния MgCO3 и механических примесей в виде песка и глины [6].
При нагревании в печи кальциево-магниевых пород до температуры 800 °C — 1200 °C они разлагаются на смесь окислов кальция CaO, магния MgO и углекислый газ CO2. Продукт обжига, помимо чистых окислов, всегда содержит некоторое количество других веществ (SiO2, Аl2Oз, Fe2O3), а также их соединений с CaO и носит название извести.
По назначению в народном хозяйстве известь разделяют на строительную и технологическую. Первая используется для строительства, например для получения силикатного кирпича, силикатных бетонов, вторая — в технологических процессах, при выплавке стали и др.
По условиям твердения строительная известь подразделяется на воздушную, твердеющую только в воздушно-сухой среде, и гидравлическую, способную твердеть, наращивать прочность и сохранять ее как на воздухе, так и в воде.
По виду основного окисла (CaO или MgO) известь подразделяется на кальциевую, магнезиальную и доломитовую.
Кальциевая известь содержит 70 % — 90 % CaO и в пределах 5 % MgO, что достигается применением для обжига (в печах любого типа) чистых кальциевых известняков с низким содержанием MgCO3.
Магнезиальная известь содержит до 20 % MgO, а доломитовая — до 40 %. Магнезиальную и доломитовую известь получают обжигом чистых карбонатных пород в печах, обеспечивающих получение MgO в активной форме, т. е. способную гаситься водой в обычные сроки.
Строительная воздушная известь выпускается следующих видов:
а) известь негашеная комовая;
б) известь молотая совместно с минеральными добавками или без них;
в) известь гашеная.
Негашеная комовая известь (кипелка) представляет собой воздушную известь после ее обжига в печи.
Известь молотую получают путем помола в мельнице негашеной комовой извести.
Гашеную известь получают действием определенного количества воды на негашеную воздушную известь, в результате которого образуется продукт в виде порошка (пушонки), известкового теста или известкового молока.
Пушонка — тончайший порошок, который получается, если при гашении используют столько воды, сколько необходимо для полного протекания реакции гидратации (соединения с водой).
При гашении воздушной извести в пушонку происходит увеличение объема последней в 2–3,5 раза. Выделяющееся при гидратации CaO тепло вызывает интенсивное парообразование. Образующийся пар разрыхляет известь, превращая ее в тонкий порошок с размером частиц около 6 мк.
Вследствие испарения влаги для получения пушонки требуется значительно большее количество воды, чем необходимо в соответствии с химической реакцией. Так, при гашении извести в пушонку на открытом воздухе воды необходимо брать не 32,13 % от веса CaO, а 70 %. Однако слишком большое количество воды также нежелательно, так как выделяющегося при реакции тепла будет недостаточно для превращения ее в пар и часть воды останется в пушонке, ухудшая ее качество.
Известковое тесто получается в том случае, когда при гашении воздушной извести воду вводят в количестве, превышающем теоретически необходимое в десять раз. В среднем берут 2,5 л воды на 1 кг извести. Размер Ca(OH)2 при этом меньше, чем при гашении в пушонку.
Известковое молоко образуется при введении количества воды, превышающего теоретически необходимое более чем в десять раз. Средний размер частиц при гашении в известковое молоко равен одному микрону. При дальнейшем увеличении количества воды продукт гашения носит название известковой воды.
Строительную гидравлическую известь получают при умеренном (1100 °C — 1200 °C) обжиге в печах карбонатных пород с высоким (8 % — 21 %) содержанием глинистых веществ и последующим помолом полученной извести.
Известняк — осадочная порода природного происхождения, состоящая из карбоната кальция. Карбонатная порода добывается во многих формах и классифицируется в зависимости от происхождения, химического состава, структуры и геологической формации [12]. Залегает во всем мире и является существенным сырьем для всех видов промышленности.
Известняк, несомненно, используется с Каменного века. Во все века известняк использовался как добавка при строительстве и конструировании. Вследствие того, что залежи карбонатной породы распространены по всему миру, доступ к материалу легкодоступен.
Размер и относительная значимость различных рыночных сегментов для негашеной и гашеной извести (включая продукты, основанные на кальцинированном доломите) широко варьируются от одной страны к другой и зависят от многих факторов, включая степень индустриализации, специфическую промышленность, качество, пригодность карбонатной породы, традиционные строительные методы.
Продукты извести используют во многих областях (см. таблицу 1.1). Крупнейшими потребителями извести в Российской Федерации являются металлургическая, химическая промышленность и промышленность строительных материалов. Также известь широко применяется в европейских странах в сфере защиты окружающей среды и сельском хозяйстве [9].
Таблица 1.1 — Основные области применения извести
|
Область использования |
Детали применения |
|
Металлургия |
Производство стали, цветных металлов |
|
Строительство |
Производство силикатных изделий |
|
Производство сухих строительных смесей |
|
|
Производство кладочных растворов |
|
|
Дорожное строительство (укрепление и стабилизация грунтов) |
|
|
Химическое производство |
Производство соды |
|
Производство химикалий |
|
|
Пищевое производство |
Производство сахара |
|
Сельское хозяйство |
Раскисление почв |
|
Обработка растений |
|
|
Защита окружающей среды |
Очистка сточных вод |
|
Очистка топочных газов |
|
|
Нейтрализация бурового шлама |
|
|
Иные виды промышленности |
Производство стекла |
|
Кожевенная промышленность |
|
|
Производство целлюлозы |
|
|
Отрасль энергетики |
|
|
Производство сахара |
1.2 Производство извести в Российской Федерации
В 2014 г. в России было произведено 2941,2 тыс. т товарной извести. В том числе, объем производства негашеной извести составил 2 664,7 тыс. т, гидратной извести – 276,5 тыс. т. (см. рисунки 1.1, 1.2).
Рисунок 1.1 — Объемы производства товарной извести в 2010-2014 гг., тыс. т
Рисунок 1.2 — Структура производства товарной извести по видам
в 2013–2014 гг., %
Таблица 1.2 — Региональная структура производства товарной извести в 2013–2014 годах, тыс. т
|
Регион |
Объем производства, |
Темпы роста, % |
|
|
2013 |
2014 |
||
|
Российская Федерация
|
2321,400 |
2941,200 |
126,7 |
|
Центральный Федеральный округ
|
1270,900 |
1425,700 |
112,2 |
|
Северо-Западный Федеральный округ
|
201,300 |
187,300 |
93 |
|
Южный Федеральный округ
|
175,500 |
156,700 |
89,3 |
|
Северо-Кавказский Федеральный округ
|
166,400 |
199,600 |
120 |
|
Приволжский Федеральный округ
|
141,200 |
153,500 |
108,7 |
|
Уральский Федеральный округ
|
248,100 |
253,300 |
102,1 |
|
Сибирский Федеральный округ
|
117,200 |
161,200 |
137,5 |
|
Дальневосточный Федеральный округ
|
0,800 |
0,600 |
75 |
Рисунок 1.3 — Структура производства товарной извести в разрезе федеральных округов в 2013–2014 годах, %
С основными потребителями извести за 2014 год можно ознакомиться в таблице 1.3.
Таблица 1.3 — Основные потребители извести в 2014 году
|
Потребитель |
Значение, % |
|
Строительная отрасль |
55,0 |
|
Химическое производство |
16,2 |
|
Металлургическая отрасль |
15,5 |
|
Торговые фирмы |
4,4 |
|
Энергетическая отрасль |
4,3 |
|
Сельское хозяйство |
2,5 |
|
Золотодобыча |
1,2 |
|
Производство целлюлозы |
0,6 |
|
Кожевенная промышленность |
3,0 |
1.3 Основные факторы, характеризующие охрану окружающей среды и устойчивое развитие
Основными факторами, характеризующими охрану окружающей среды при производстве извести являются: потребление энергии, выбросы CO2 при ее производстве, контроль загрязнения воздуха (запыленность), усовершенствование постов перегрузки и транспортирования.
Факторы, характеризующие устойчивое развитие, связаны с наличием месторождений высококачественной карбонатной породы для сохранения геологических запасов в течение отдаленного будущего. С точки зрения геологии карбонатная порода — широко распространенный каменный материал. Тем не менее, трудно найти месторождения, отвечающие следующим характеристикам:
а) запасы, обеспечивающие эксплуатацию в течение 50 лет и более;
б) высокая химическая чистота;
в) специфические физические и механические характеристики;
г) наличие благоприятной для транспортирования инфраструктуры;
д) гарантированная защита окружающей среды.
Список наиболее крупных месторождений представлен в приложении А.
Раздел 2. Описание технологических процессов, используемых в настоящее время в известковой отрасли
2.1 Общее описание процесса добычи сырья
Для производства извести используются осадочные карбонатные горные породы, состоящие из углекислого кальция, углекислого магния и различных примесей. Карбонатные породы с содержанием углекислого кальция CaCO3 не менее 92 % называются известняками. Карбонатные породы делят по механической прочности на известняк ( > 10 МПа) и мел ( < 10 МПа).
Карбонатные породы образовались в основном из останков живых организмов, обитавших миллионы лет назад в морской воде. Скопления скелетов, раковин, панцирей, в состав которых входил углекислый кальций, образовали известняковый ил, который под действием огромного давления столба воды и вышележащих пластов уплотнялся. Чем больше времени прошло с момента образования таких скоплений, тем более плотным является известняк.
Некоторая часть карбонатной породы образовалась химическим путем, вследствие перехода растворимой в воде двууглекислой соли кальция в нерастворимую углекислую (химические известняки).
Российская Федерация обладает большими запасами карбонатного сырья. Месторождение карбонатного сырья имеет промышленное значение в том случае, если его запасы достаточны для длительной эксплуатации (свыше 25 лет). Запасы сырья в месторождении определяют бурением скважин на всю глубину месторождения. Скважины распределяют в шахматном порядке на всем участке, где предполагается наличие сырья, на расстоянии 100 м одна от другой. Одновременно с бурением отбирают пробы породы для определения ее химического состава.
После промера толщины пустой породы и полезного слоя в каждой скважине определяют их среднюю величину по месторождению. Запасы сырья подсчитывают умножением площади разведанной части месторождения в квадратных метрах на толщину полезного слоя (мощность пласта) в метрах.
Большинство разрабатываемых месторождений карбонатного сырья относится к залежам, выходящим на поверхность земли или находящимся под небольшим слоем пустых пород. Разработка таких месторождений ведется открытым способом, т. е. полезную породу разрабатывают в карьере после сноса вышележащих пустых пород (вскрыши).
Системой разработки называется определенный порядок разработки полезного ископаемого из месторождения. Открытые работы обычно ведутся горизонтальными слоями, уступами. После подготовительных работ по устройству карьера, называемых вскрытием карьера, проводятся вскрышные работы, обнажающие залежи сырья на расчетный период работы. Вскрышные работы ведутся в один уступ. Выемка полезного ископаемого ведется экскаватором в один или несколько уступов в зависимости от мощности пласта.
Пластом называется масса полезного ископаемого, ограниченная двумя более или менее параллельными плоскостями, имеющая значительные размеры по длине и ширине. Пласты редко бывают горизонтальными и чаще всего имеют наклон (угол падения) в пределах 45°. Толщина пород называется мощностью вскрыши или глубиной залегания пласта.
К вскрышным работам относятся снятие вскрыши с пласта и транспортирование пустой породы за пределы карьера или засыпка ею уже выработанного пространства карьера.
Первой операцией при разработке месторождений карбонатной породы является бурение шпуров, представляющих собой цилиндрические скважины для закладки зарядов взрывчатого вещества. Заряды при взрыве отделяют куски породы от массива, подготавливая горную массу для дробильно-сортировочных фабрик.
Буровзрывные работы занимают важное место в добыче сырьевых материалов. Эффективность буровзрывных работ зависит от типа применяемых для бурения шпуров механизмов, системы закладки шпуров и качества применяемых взрывчатых веществ.
Для известняковых карьеров необходимо применять вращательные и ударные способы бурения.
В карьерах рекомендуется применять эффективные бризантные (дробящие) взрывчатые вещества в сочетании с электродетонаторами паспортизованного замедления.
2.1.1 Хранение сырья и топлива
Складское хозяйство предприятия, изготовляющего известь, состоит из открытых или закрытых площадок, емкостей и хранилищ. Промежуточные (складские) емкости позволяют предприятию накапливать в них запас сырьевых материалов, топлива и продукции для бесперебойной работы основного технологического оборудования [11].
Различают склады, служащие для хранения сырья, топлива и готовой продукции.
Склады заводов часто получают сырье и топливо по железной дороге. Транспортируется оно обычно в саморазгружающихся вагонах, реже на платформах грузоподъемностью 50 т.
При доставке сырья автомобильным транспортом склад обычно представляет собой открытую бетонированную площадку с эстакадой, на которую заезжают самосвалы.
Сырье поступает на склад во фракционированном или нефракционированном виде. В первом случае оно распределяется со склада по приемным бункерам печей, во втором — его вначале отправляют в приемные бункера дробильно-сортировочной установки, а после дробления и рассева ленточными транспортерами распределяют по приемным бункерам обжиговых печей.
Каменный уголь хранят в штабелях. В зависимости от склонности к самовозгоранию ископаемые угли делятся на две категории: А — опасные (бурые и каменные длиннопламенные) и Б — устойчивые (антрацит, тощие каменные угли). Угли категории А хранят в штабелях высотой до 3 м, если срок хранения не превышает двух месяцев. При большем сроке высота штабеля не должна превышать 2–2,5 м. Высота штабеля при хранении антрацита не ограничивается.
Торф складируют штабелями длиной не более 100 м, шириной в основании 15 м и высотой 5–6 м. Кусковой и фрезерный торф хранят отдельно, причем емкость склада на территории завода для кускового торфа не должна быть более 10 тыс. т, а фрезерного — 5 тыс. т.
Склады твердого топлива оборудуют противопожарным инвентарем, обеспечивают водопроводом и ящиками с песком.
Уголь доставляют со склада к бункерам дробильно-сортировочной линии или приемным бункерам печей (при фракционированном угле) чаще всего передвижными или стационарными ленточными транспортерами — конвейерами. Иногда используются скреперные установки и опрокидные вагонетки узкой колеи.
Мазут хранят в резервуарах, отдаленных от других помещений на 200–300 м. Резервуары оснащаются змеевиками, по которым пропускают пар, подогревающий мазут для снижения его вязкости. Мазут подается к обжиговым печам по обогреваемому паром трубопроводу при помощи шестеренчатого насоса.
Мазутохранилища обеспечивают химическими огнетушителями, ящиками с песком и другим противопожарным инвентарем.
2.1.1.1 Контроль качества сырья и топлива
Качество исходных материалов (сырья и топлива) контролируют при их поступлении на склад, периодически при хранении на складе и раз в смену на технологической линии перед поступлением в обжиговый агрегат [4], [5].
Качество карбонатной породы на складе контролируют как по документации поставщика, так и непосредственным анализом проб, взятых из прибывшей партии сырья или различных мест штабеля.
Для определения физико-химических свойств сырья необходимо отобрать среднюю пробу. Карбонатную породу для средней пробы отбирают из каждой партии в размере 20 кг, равными порциями, не менее чем из 20 мест.
Перед определением влажности и химического состава карбонатного сырья отобранную пробу подвергают квартованию. Среднюю пробу в количестве до 1 кг, отобранную методом квартования, помещают в эксикатор и направляют в лабораторию для исследования.
Для определения влажности карбонатную породу из средней пробы измельчают до полного прохождения через сито с отверстиями 3 мм и квартованием отбирают 20–40 г. Навеску взвешивают на технических весах с точностью до 0,01 г в предварительно просушенной и взвешенной фарфоровой чашке. Далее чашку с навеской материала помещают в сушильный шкаф, где выдерживают до постоянного веса при температуре 105 °C — 110 °C. Высушенную навеску охлаждают в эксикаторе над серной кислотой и взвешивают.
Потери при прокаливании (П.П.П.) карбонатной породы контролируют для косвенного определения содержания в сырье углекислого кальция и магния. Потери при прокаливании химически чистого CaCO3 составляют 44 %, в доломитизированных известняках П.П.П. несколько выше, а П.П.П. известняков, засоренных примесями, ниже 44 %. При величине П.П.П. ниже 40 % карбонатное сырье не рекомендуется применять для производства воздушной извести.
Далее определяют содержание в средней пробе окиси кремния (SiО2), полуторных окислов (R2О3 = Аl2Oз + Fе2O3), окиси кальция (CaO) и окиси магния (MgO).
Если контрольная проверка качества сырья показывает неудовлетворительные результаты, то производят повторную проверку, отбирая двойное количество проб. При отрицательных результатах повторной проверки партия карбонатной породы не принимается предприятием и не пускается в производство.
Гранулометрический состав карбонатного сырья периодически, 1 раз в смену, проверяют на технологической линии перед его подачей в скип или питатель печи. Для определения гранулометрического состава отбирают пробу весом 100–150 кг и определяют массовую долю фракций нижнего и верхнего пределов.
Все данные соответствующих анализов заносят в журнал по контролю сырья.
Твердое топливо контролируют особенно тщательно, так как его качество существенно колеблется в процессе добычи и поставки потребителю. Поставщик обязан выслать предприятию удостоверение о качестве отгруженного топлива, в котором указываются марка и группа угля, выход летучих веществ, зольность, размер кусков, содержание влаги, теплотворность топлива.
От каждой поступающей на предприятие партии твердого топлива берется средняя проба, которая подвергается анализу с определением влажности, зольности, сортности и теплотворности топлива.
Влажность топлива определяют таким же способом, как и влажность сырья.
Зольность топлива определяют следующим образом. 5–10 г из средней пробы помещают в тигель и прокаливают при постепенном повышении температуры до полного сгорания органической части.
Сортность твердого топлива устанавливают рассевом средней пробы топлива на грохоте или контрольных ситах с размерами отверстий, соответствующими гранулометрическому составу топлива по технологической карте.
Влажность и зольность твердого топлива, идущего в производство извести, определяют один раз в сутки, а сортность (гранулометрический состав) — один раз в смену.
Кроме того, необходимо периодически контролировать правильность хранения твердого топлива в штабелях.
Жидкое топливо контролируют как по паспорту поставщика, так и отбором проб от полученной партии. В паспорте поставщика указывается марка мазута, содержание серы и теплотворность.
Среднюю пробу отбирают в чистый металлический сосуд во время слива мазута в хранилище из напорной части мазутопровода между расходным баком и печью. На каждые 10 т для пробы берут 1 л. Для получения лабораторной пробы первичную пробу при температуре не выше 25 °C сильно взбалтывают в течение 5–10 мин и затем быстро отливают из нее 1 л в чистую сухую бутылку с пробкой. Теплотворность мазута определяют, как и для твердого топлива.
Качество мазута, идущего в производство, контролируют 2–4 раза в месяц.
Газообразное топливо проверяют в лабораториях специализированных организаций. Среднюю пробу газа в объеме 20 л отбирают 1 раз в месяц в стальной баллон через газоотводные трубки из газопровода распределительной станции. На основании анализа газа определяют теплотворность и плотность газообразного топлива при нормальных условиях.
Все данные по качеству топлива заносят в специальный журнал по контролю топлива.
Измельчением называется процесс превращения крупных кусков материала в мелкие под действием внешних сил. Процесс измельчения характеризуется степенью (коэффициентом) измельчения, величина которой показывает, во сколько раз уменьшился средний размер кусков материала после измельчения по отношению к их первоначальному среднему размеру.
При грубом измельчении (дроблении) коэффициент измельчения составляет 3–20, при тонком (помоле) — достигает 500–1000. Машины, служащие для грубого измельчения, получили название дробилок, а тонкого — мельниц.
Процесс дробления условно делят на три стадии: крупное дробление — с измельчением кусков материала от 1500–1000 мм до 300–200 мм, среднее дробление — от 300–200 мм до 80–20 мм и мелкое дробление — от 80–20 мм до 10–3,0 мм.
Процесс помола соответственно делится на грубый помол — измельчение материала до размера части 0,3–0,1 мм, тонкий помол — до размера 0,1–0,001 мм и сверхтонкий, когда размер частиц в материале ниже 0,001 мм.
Различают четыре способа воздействия на материал при измельчении: раздавливание, раскалывание, истирание и удар. Способ измельчения выбирают, учитывая свойства материала: для твердых эффективным являются удар и раскалывание, для вязких — истирание, для хрупких — раскалывание.
Дробление и помол являются основными технологическими стадиями при производстве извести и известняковой муки. Дроблению подвергают карбонатное сырье и твердое топливо перед загрузкой в печной агрегат и перед помолом в мельницах. Известь подвергают как дроблению, так и дальнейшему измельчению в мельницах.
Дробилки, применяемые в известковом производстве, по конструкции и принципу действия разделяют на следующие типы:
а) щековые, в которых раздавливание и частичное истирание материала происходит между неподвижной и подвижной щеками;
б) конусные, раздавливание и истирание материала в которых происходит между неподвижным наружным и вращающимся внутренним конусами;
в) валковые, в которых материал измельчается раздавливанием и частичным истиранием между вращающимися навстречу валками;
г) ударного действия, в которых материал измельчается вследствие ударов по кускам быстро вращающихся молотков, кусков друг о друга, о плиты брони и колосники.
Мельницы подразделяются на следующие типы:
а) быстроходные ударного действия, аналогичные с молотковыми дробилками;
б) тихоходные, измельчающие при вращении материал по принципу удара и частичного истирания свободно падающими мелющими телами (шарами, цилиндрами, стержнями).
Щековые дробилки применяют для крупной и средней стадии дробления.
Конусные дробилки — более сложные агрегаты, в связи с чем реже применяются в известковом производстве. Их преимуществом являются высокая производительность, непрерывность процесса измельчения, постоянство размера продуктов дробления.
Валковые дробилки применяют в основном для измельчения мягких материалов (мел, уголь) небольших размеров (до 150 мм). По количеству валков дробилки разделяют на одновалковые, двухвалковые и многовалковые.
Дробилки ударного действия широко применяются для дробления угля, мела, извести и известняка средней твердости. Дробилки этого типа просты по конструкции, компактны, имеют небольшой вес, большую производительность и высокую степень измельчения.
Шахтные и аэробильные мельницы являются видоизмененными молотковыми дробилками, отличающимися от последних тем, что отбор готового продукта производится воздушным потоком. Шахтные и аэробильные мельницы применяются для измельчения карбонатной породы, каменного угля, комовой извести и других малообразивных материалов. В этих мельницах совмещаются два процесса: помол и подсушка измельченного материала. В шахтных мельницах используются горячие газы с температурой 300 °C — 600 °C.
Шаровые мельницы широко применяются для тонкого измельчения (размола) извести и карбонатной породы. Основным элементом шаровой мельницы является цилиндрический или конический барабан, бронированный изнутри плитами. Цилиндрические мельницы выпускают различной длины, одно-, двух- и многокамерными. Многокамерные мельницы называются трубными.
В известковом производстве применяют цилиндрические мельницы непрерывного действия. В мельницах непрерывного действия материал непрерывно загружается через переднюю центральную торцовую пустотелую цапфу, а продукт непрерывно выгружается через заднюю цапфу.
По способу помола различаются шаровые мельницы сухого и мокрого помола. В известковом производстве применяют мельницы сухого помола.
Шаровые мельницы работают как по замкнутому циклу с сепаратором, так и по открытому циклу. По замкнутому циклу работают короткие однокамерные мельницы. Двухкамерные и многокамерные шаровые мельницы дают более тонкий и однородный помол извести (карбонатной породы). Работают они без сепараторов, их производительность выше однокамерных.
На многих участках известкового производства материал сортируют по размеру зерен (кусков).
Наиболее широкое применение нашел механический способ сортировки, или грохочение. Грохочение применяют перед дроблением, а также в промежутке между первичной или вторичной стадиями дробления.
Грохочение выполняется грохотами — сортировочными машинами, снабженными поверхностями грохочения. В качестве просеивающих поверхностей применяют колосниковые решетки, листовые решета, штампованные сита, проволочные сита, резиновые, капроновые и полиуретановые сетки.
Количество получаемых при грохочении фракций материала определяется числом применяемых сит, а размер кусков каждой фракции — размером отверстий соответствующих сит.
Эффективность сортировки материала грохотами оценивается коэффициентом качества грохочения, равного отношению количества кусков (частиц) материала, размер которых несколько меньше размера отверстий в сите, к фактическому количеству кусков этого класса в исходном материале. Коэффициент качества грохочения зависит от размера отверстий сита в свету и их формы, угла наклона грохота, скорости продвижения по нему материала, влажности материала, количества глинистых примесей и т. п.
Воздушная сепарация применяется для отделения готового продукта от общего потока. Способ основан на выделении частиц материала определенного размера под действием силы тяжести из вертикального или горизонтального потока или под влиянием центробежной силы из криволинейного потока. Аппараты, в которых осуществляется этот способ, называются воздушными сепаратами. Работа сепараторов характеризуется коэффициентом полезного действия, представляющего отношение количества готового продукта к общему количеству пыли, поступившей в сепаратор.
Магнитный способ применяется в магнитных сепараторах для выделения из материала металлических предметов перед его поступлением в дробильно-размольные или транспортные машины и механизмы.
Гидравлический способ может применяться при промывке засоренного глиной и песком карбонатной породы на карьере или перед подачей в обжиговые печи.
Грохоты подразделяют на инерционные наклонные, самобалансные, гирационные. В зависимости от насыпного веса применяемого материала они подразделяются на три типа: легкого — насыпной вес материала до 1000 кГ/м3, среднего — до 1600 кГ/м3 и тяжелого — до 2500 кГ/м3.
Инерционные наклонные грохоты выпускают двух типов: тяжелые колосниковые грохоты и средние.
Тяжелые колосниковые грохоты применяют на дробильно-сортировочных фабриках для предварительного грохочения материала перед подачей его в дробилку первичного дробления.
Средние инерционные грохоты предназначены для разделения крупнокускового материала на фракции. Инерционные грохоты характеризуются круговыми колебаниями сит, вызываемыми эксцентриситетом (смещением) проводного вала. Отсюда грохоты этого типа называют также эксцентриковыми.
Воздушные сепараторы (классификаторы) подразделяются на два основных типа: воздушно-проходные и механические. В воздушно-проходных классификаторах воздушный поток создается вентилятором, расположенным вне сепаратора. В механических сепараторах внутри аппарата установлен вентилятор, который создает в нем замкнутый поток воздуха.
2.1.4 Транспортирование и дозирование
В известковом производстве для транспортирования и дозирования известняка, мела, извести и каменного угля применяют машины непрерывного и периодического транспорта. Машины непрерывного транспорта предназначены для перемещения порошкообразных, сыпучих, кусковых материалов и штучных грузов непрерывным потоком на сравнительно большие расстояния (до 2 км) по определенной траектории. Машины периодического транспорта предназначены для перемещения материалов определенными порциями на коротком участке пути и называются дозаторами или питателями.
К машинам непрерывного транспорта относятся: ленточные, пластинчатые, ковшовые, винтовые конвейеры и пневмовинтовые насосы.
Ленточные конвейеры применяют для непрерывного перемещения крупно- и мелкокускового известняка, мела и каменного угля.
Пластинчатые конвейеры применяются для перемещения горячей комовой извести от выгрузочных устройств печей до приемных воронок дробилок или бункеров. Пластинчатые конвейеры позволяют подавать материал под большим углом, чем ленточные.
Ковшовые конвейеры (элеваторы) предназначены для перемещения мелкокусковых и порошкообразных материалов под большим углом к горизонту или вертикально. Тяговым органом элеватора служит бесконечная лента или цепь с жестко закрепленными на ней ковшами.
Винтовые конвейеры (шнеки) предназначены для транспортирования сухих мелкозернистых и пылевидных материалов (известь, известняковая мука, пыль).
Пневмовинтовые насосы применяют в системах пневмотранспорта нагнетательного типа для перемещения молотой извести и известняковой муки.
Ленточные питатели применяют при подаче мелкого материала. Пластинчатые питатели применяют для питания дробилок первичного дробления крупными и тяжелыми материалами. Лотковые (качающиеся) питатели применяют для транспортирования как крупного, так и мелкого материала.
Ящичный питатель используется для дозирования сырья низкой механической прочности (мел, рыхлый известняк и т. д.). Дисковые (тарельчатые) питатели широко применяют для подачи мелкокусковых и зернистых материалов (карбонатная порода, известь, уголь) в дробильно-размольные машины, во вращающиеся печи и сушильные барабаны.
Скиповые подъемники применяют для доставки материалов в загрузочные воронки шахтных печей.
Камерный насос представляет собой цилиндрическую камеру, в которую из бункера периодически загружается материал. Преимуществами камерных насосов являются отсутствие вращающихся механизмов, простота и надежность эксплуатации и возможность транспортирования крупнозернистых материалов (до 12 мм).
Электровибрационные питатели применяют для подачи сыпучих материалов с размером кусков до 150 мм.
2.1.5 Очистка воздуха и газов от пыли
Пыль образуется при эксплуатации основного технологического оборудования: обжиговых печей, дробилок, грохотов, мельниц; при работе технологического транспорта: транспортеров, шнеков, питателей; при погрузочно-разгрузочных работах и т. п. Пылеобразование является неотъемлемой частью процесса производства извести, поэтому оснащение его пылеулавливающим оборудованием должно быть обязательным во всех случаях.
Методы очистки воздуха (аспирация) или дымовых газов от пыли разделяются на следующие виды [13], [14]:
а) механическая очистка, при которой осаждение частиц происходит под действием силы тяжести, инерционных или центробежных сил. Механическая очистка осуществляется при помощи отстойных камер и аппаратов — циклонов;
б) фильтрование, т. е. пропускание газов через пористые перегородки. Фильтрование осуществляется при помощи тканевых (рукавных) фильтров;
в) электрическая очистка, при которой осаждение взвешенных в газовом потоке частиц происходит под воздействием электромагнитного поля высокого напряжения; электрическая очистка осуществляется в электрических фильтрах;
г) мокрая чистка, при которой запыленный поток пропускают через слой жидкости или орошают потоком жидкости, осуществляется в скрубберах и пенных аппаратах.
Отстойные (пылеосадительные) камеры широко применяются для механического осаждения крупных фракций пыли (от 0,2 до 2 мм) при ее выносе отходящими газами вращающихся печей и сушильных барабанов.
Циклоны применяются для более эффективной механической очистки газового потока с размером частиц пыли 0,003–0,1 мм.
Рукавные фильтры используются для более полного осаждения тонкодисперсной пыли. Степень пылеосаждения рукавных фильтров составляет 90 % — 98 %.
Электрофильтры изготовляют двух видов: трубчатые и пластинчатые.
Трубчатый электрофильтр состоит из группы установленных вертикально труб, в центре которых на изоляторах подвешены коронирующие электроды. Механизм пылеосаждения в электрофильтре состоит в следующем. Частицы пыли, попав в область короны, получают отрицательный заряд и притягиваются положительным электродом, которым служит стальная круглая или многогранная труба. Притянутые положительным электродом частицы оседают на нем, в связи с чем трубы называются осадительными электродами.
Пыль удаляют периодическим встряхиванием осадительных электродов при помощи специального механизма. Осажденная пыль накапливается в бункере, откуда она периодически удаляется. В трубчатом электрофильтре газы пропускаются внутри труб снизу вверх.
Пластинчатый электрофильтр представляет собой герметичную камеру, в которой на равном расстоянии друг от друга установлены металлические пластины с натянутыми между ними проводами, служащими коронирующими электродами. Таких групп пластин (полей) установлено четыре, поэтому электрофильтр называется четырехпольным. Высокое напряжение поступает на электроды от аппаратуры, установленной в помещении.
Отходящие из печи запыленные газы по трубопроводу поступают в камеру электрофильтра. Газы, двигаясь вдоль пластин горизонтально, пересекают магнитное поле. Частицы пыли, получая от коронирующих электродов отрицательный заряд, оседают на пластинах, имеющих положительный потенциал.
Пластины с помощью специального механизма периодически встряхиваются, и осевшая на них пыль ссыпается в расположенные под пластинами бункера. Пыль из бункеров периодически выгружается шнековыми транспортерами в промежуточный бункер, куда поступает также пыль, осевшая в пылеосадительной камере печи. Печные газы просасываются через электрофильтр дымососом.
Преимущества очистки газов при помощи электрофильтров состоят в том, что при этом достигается высокая степень очистки газов (94 % — 99 %) при низком аэродинамическом сопротивлении аппарата (3–15 мм вод. ст.).
Центробежные скрубберы и пенные аппараты очищают газы следующим образом. В цилиндрический корпус скруббера запыленный газ поступает тангенциально и, получив вращение, движется снизу вверх. Частицы пыли в закрученном потоке отбрасываются центробежными силами к стенке аппарата. Стенки корпуса орошаются водой, поступающей в скруббер через сопла, расположенные в верхней части цилиндра. Смоченные водой частицы пыли удаляются вместе с ней через коническое днище скруббера.
В пенных аппаратах запыленный газ проходит через камеру, в которой непрерывно взбивается пена. В центробежных скрубберах и пенных аппаратах степень очистки газов от тонкодисперсной пыли достигает 99 %.
Аспирационные установки используют для двух- и трехступенчатых систем аспирации воздуха. Двухступенчатые применяются для аспирации оборудования дробильно-сортировочного отделения и состоят из циклона и рукавного фильтра или из циклона и мокрого пылеуловителя. Трехступенчатые используются для аспирации шаровых мельниц и состоят из вертикальной шахты, циклона и рукавного фильтра.
2.2 Общие сведения об обжиге карбонатных пород
В процессе обжига чистых карбонатных пород происходит процесс теплового разложения карбонатов кальция (CaCO3) и магния (MgCO3) с поглощением тепла по уравнениям [6], [7]:
|
|
нагревание |
|
|
CaCO3 |
————→ |
CaO + CO2↑; |
|
|
нагревание |
|
|
MgСO3 |
————→ |
MgO + CO2↑. |
Карбонаты разлагаются на окислы кальция CaO и магния MgO (известь) и углекислый газ CO2, который улетучивается.
На скорость разложения карбонатов решающее влияние оказывает температура. Разложение CaCO3 начинается при 600 °C, но реакция не идет до конца и протекает медленно. Полное разложение CaCO3 происходит примерно при температуре 900 °C. Разложение MgCO3 начинается при температуре 400 °C, полное разложение происходит начиная с 710 °C.
Скорость реакции разложения карбонатов кальция и магния растет с уменьшением давления газа CO2, однако колебания концентрации CO2 в печных газах (25 % — 40 %) не оказывают существенного влияния на ведение обжига.
Время полного термического распада CaCO3 зависит от температуры обжига, плотности карбонатной породы и размера ее кусков.
Разложение CaCO3 в куске и основное количество тепла диссоциации (разложения) сосредоточено на некоторой границе (поверхности), величина и положение которой непрерывно меняются. Граница между наружным обожженным слоем и внутренним необожженным называется зоной диссоциации. Эта граница хорошо видна на изломе куска извести с недожогом.
При повышении температуры обжига выше 500 °C скорость разложения карбонатной породы резко возрастает. Так, если скорость продвижения зоны диссоциации при температуре 950 °C принять за единицу, то при температуре 1050 °C она увеличится в 1,8 раза, а при 1150 °C — в 4 раза. Отсюда следует, что температура обжига является основным фактором в увеличении производительности печи.
По мере того как кусок карбонатной породы обжигается, увеличивается толщина слоя извести на его поверхности. Вследствие высокой пористости коэффициент теплопроводности CaO в 3 раза ниже, чем карбонатной породы, что уменьшает подвод тепла к границе диссоциации. Таким образом, время полного разложения куска карбонатной породы зависит не только от температуры обжига, но и от его линейного размера.
На время разложения оказывает влияние форма кусков карбонатной породы. Время полного разложения куска карбонатной породы неправильной округлой формы в 1,5–2 раза меньше времени обжига равного ему по объему куска в виде плиты.
Продолжительность полного разложения кусков карбонатной породы различного размера при данной температуре пропорциональна квадрату линейного размера куска. Поэтому для получения равномерно (одинаково) обожженной извести необходимо, чтобы исходное сырье имело близкие по размеру куски.
Природные карбонаты кальция обычно содержат определенное количество MgCO3 и примесей. Примеси входят также в зольную часть топлива. Наиболее распространены примеси в виде кремнезема (SiО2), полуторных окислов (Fe2О3, AI2O3) и сульфата кальция (CaSO4).
2.3 Типы известеобжигательных печей
Шахтная печь представляет собой установленную вертикально на фундаменте шахту, снабженную в верхней части устройством для загрузки исходных материалов, а в нижней — механизмом для выгрузки продукции [6], [7].
Движущийся в шахте сверху материал проходит последовательно три технологические зоны: зону подогрева, зону обжига и зону охлаждения. В зоне подогрева происходит нагревание сырьевых материалов от температуры окружающей среды до 900 °C за счет тепла движущихся из зоны обжига газообразных продуктов. В зоне обжига происходит горение топлива и разложение горной породы на известь и углекислый газ при температуре 1000 °C — 1200 °C. В зоне охлаждения температура извести снижается движущимся снизу вверх холодным воздухом до 80 °C — 100 °C.
По способу обжига шахтные печи бывают пересыпные, полугазовые, на газообразном и жидком топливе.
Пересыпными называют печи, в которых слой обжигаемого материала пересыпан слоями твердого короткопламенного топлива.
Полугазовыми называют печи, в которых топливо поступает в зону обжига в виде газообразных продуктов газификации твердого длиннопламенного топлива. Газификация твердого топлива осуществляется в выносных топках.
Шахтными печами на газообразном топливе называют печи, оборудованные устройствами для ввода и распределения в шахте природного, искусственного или смешанного газа.
Шахтными печами на жидком топливе называют печи, оборудованные устройствами для ввода, распыления и газификации мазута.
В справочнике НДТ будут рассмотрены шахтные пересыпные печи и шахтные печи, работающие на газообразном и жидком топливе, поскольку именно такие печи использует большинство производителей на территории Российской Федерации.
2.3.1.1 Шахтные пересыпные печи
В шахтных пересыпных печах производится основное количество извести. При этом применяются самые различные конструкции печных агрегатов.
Пересыпные печи, работающие на твердом топливе, в среднем имеют производительность от 30 до 200 т в сутки. Печи отличаются значительной рабочей высотой шахты в пределах 18–19 м и достаточной теплоизоляцией корпуса, что обеспечивает более высокую экономичность процесса обжига.
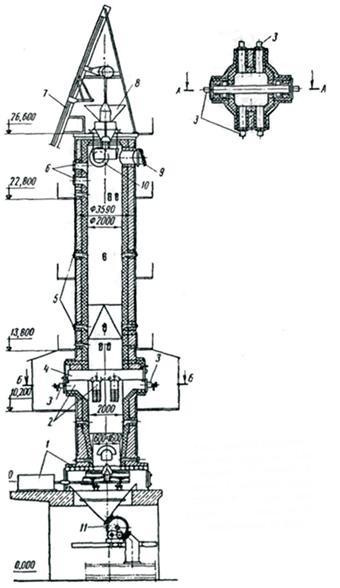
Общий вид одной из шахтных пересыпных печей этого типа производительностью 100 т извести в сутки показан на рисунке 2.1. Зоны обжига и подогрева имеют цилиндрическую форму с круглым сечением, которое в зоне охлаждения, постепенно уменьшаясь, переходит на квадратное.
Таблица 2.1 — Показатели шахтных пересыпных печей [6]
|
Показатели |
Производительность, т/сут |
|||
|
30 |
50 |
100 |
200 |
|
|
Высота печи, м: |
|
|
|
|
|
- рабочая |
18,0 |
18,2 |
18,0 |
19,0 |
|
- строительная |
27,2 |
27,2 |
27,8 |
34,6 |
|
Внутренний диаметр шахты, м |
2,0 |
2,5 |
3,2 |
4,3 |
|
Полезный объем шахты, м3 |
56,2 |
89,0 |
143,0 |
265,0 |
|
Съем извести в сутки: |
|
|
|
|
|
- с 1 м2 поперечного сечения, т/м2 сут |
9,55 |
10,2 |
12,5 |
13,8 |
|
- с 1 м3 полезного объема, т/м3 сут |
0,53 |
0,56 |
0,7 |
0,75 |
|
Расход условного топлива, кг/т |
134 |
133 |
133 |
133 |
В корпусе шахты печи предусмотрено по высоте три лаза (люка), необходимых для загрузки печи материалами в период ее подготовки к пуску и во время ремонта. В верхней части шахты имеются отверстия для установки датчиков уровня материалов в шахте и отверстия для установки термопар, датчиков разрежения и заборных устройств для анализа газа. В зоне обжига шахты предусмотрено два ряда отверстий-гляделок для контроля режима обжига. Имеются также отверстия для установки термопар и датчиков давления (разрежения).
1 — выгрузочный механизм; 2 — футеровка; 3 — слой
кладки из легковесного кирпича; 4 — слой теплоизоляционной засыпки; 5 —
отверстия для установки датчиков уровнемера шихты; 6 — патрубки для отсоса
газов; 7 — загрузочное устройство; 8 — скиповой подъемник; 9 — вспомогательные
люки (лазы);
10 — гляделки; 11 — барабанный затвор; 12 — фундаментная плита
Рисунок 2.1 — Шахтная пересыпная печь
производительностью 100 т извести в сутки
Загрузка сырья и топлива в печь производится при помощи скипового подъемника и автоматического весового дозатора. Из печей производительностью 50 и 100 т/сут газы отсасываются с двух сторон шахты через патрубки, из печи производительностью 200 т/сут — через металлический короб, сообщающийся с шахтой нижней своей частью. Короб находится постоянно под слоем карбонатной породы, что значительно снижает подсос холодного воздуха в печь через загрузочное устройство.
На печах предусмотрена очистка отходящих газов от пыли при помощи циклонов.
Известь выгружается выгрузочной решеткой с возвратно-поступательным движением. Привод решетки — гидравлический. Герметизация нижней части печей осуществляется барабанным затвором, у 200‑тонной печи — при помощи трехшлюзового затвора. Воздух под решетку нагнетается дутьевым вентилятором.
2.3.1.1.1 Обжиг в шахтной пересыпной печи
Для того чтобы при обжиге карбонатной породы получить известь заданных свойств и качества, необходимо обеспечить в печи определенный тепловой и аэродинамический режим.
Выделение необходимого для разложения карбонатной породы количества тепла происходит при горении твердого топлива. Шихта известеобжигательных печей содержит 6,5 % — 10,5 % топлива. Процесс горения разбавленного слоя топлива происходит в несколько стадий. Вначале из топлива выделяется влага, затем летучие вещества, позднее образовавшийся твердый остаток сгорает в присутствии кислорода воздуха.
Пиролиз каменного угля начинается при низких температурах. При температуре до 500 °C из антрацита выделяется водород, метан и летучая сера. Летучие вещества выделяются в интервале 500 °C — 700 °C, т. е. в зоне подготовки топлива, где кислорода недостаточно для их полного сжигания. Ввиду высокой теплотворности метана и водорода потери тепла (химический недожог) для антрацита достигает 8,5 % от его теплотворности. Меньше всего летучих содержится в коксе, поэтому химический недожог для кокса не превышает 2 % его теплотворности.
При горении углерода топлива помимо CO2 образуется значительное количество окиси углерода CO. Этому процессу способствует соприкосновение CO2 с раскаленной поверхностью углерода топлива (твердого остатка). Такие условия создаются при неравномерном распределении топлива в слое шихты и завышенной дозировке топлива.
Разбавление слоя топлива инертным материалом способствует дожиганию окиси углерода. Однако процесс сжигания CO никогда не происходит полностью и ухудшается с увеличением содержания в шихте мелочи, которая забивает промежутки между кусками и тем самым препятствует перемешиванию газов.
Содержание CO в отходящих газах увеличивается также при послойной загрузке сырья и топлива. Следовательно, окись углерода является одним из первичных продуктов горения твердого топлива независимо от количества подводимого воздуха и даже при хорошей организации процесса содержится в отходящих газах в количестве 1 % — 2 %.
По мере выгорания топлива его размеры непрерывно уменьшаются и поэтому часть из них, проваливаясь между кусками извести, попадает на выгрузочный механизм, составляя потери тепла от механического недожога топлива. Потери от механического недожога минимальны при соотношении кусков материала и топлива 1 : 1.
2.3.1.1.2 Регулирование процесса обжига в шахтных пересыпных печах
После того как печь выведена на рабочий режим, обжигальщик следит по приборам теплового контроля и визуально за поддержанием заданных параметров обжига. Основным параметром процесса является температура обжига. Ввиду сложности непосредственного измерения температуры материала по поперечному сечению шахты, она контролируется обжигальщиком визуально через гляделки, расположенные в зоне обжига.
На температуру материала влияют многочисленные факторы, основными из которых являются:
- соотношение «топливо — сырье»;
- гранулометрический состав и качество топлива и сырья;
- соотношение «топливо — воздух» и скорость выгрузки извести.
Воздействуя на перечисленные факторы, обжигальщик поддерживает в печи необходимую температуру обжига и обеспечивает выпуск извести заданного качества.
Топливо подается в шихту на современных печах автоматическим дозатором. Первоначальный вес топлива устанавливают на основании проектных данных печи и калорийности применяемого топлива. Если на склад поступает антрацит худшего качества (выше зольность и влажность и ниже теплотворность), то необходимо сделать перерасчет установки дозатора, так как для поддержания в печи необходимой температуры придется израсходовать большее количество топлива.
Состав топлива и карбонатной породы оказывает большое влияние на температуру обжига в печи и на полноту горения топлива, т. е. на его удельный расход. Наилучшим считается такое соотношение размеров топлива и карбонатной породы, когда применяются идентичные фракции. Однако такой гранулометрический состав шихты обеспечить трудно. Удовлетворительные результаты получаются, если размер кусков антрацита не более, чем вдвое, меньше кусков карбонатной породы.
Применение для обжига в шахтных пересыпных печах каменных углей с размером кусков меньше 25 мм сопровождается перерасходом топлива на 1 т выпускаемой извести, снижением производительности печи и ухудшением качества извести (появление пережога и уменьшение содержания CaO).
Отрицательное влияние на процесс обжига оказывает неодинаковый гранулометрический состав карбонатной породы. Удовлетворительные результаты получены при обжиге фракций, размеры мелких кусков в которых не более чем в 1,5–2 раза меньше крупных. Наличие в карбонатной породе свыше 10 % мелочи вызывает неравномерное распределение воздуха по сечению шахты и поэтому неравномерное и неполное выгорание топлива. Следствием этого является образование в зоне обжига отдельных участков повышенных и низких температур, что сопровождается недожогом и пережогом извести.
2.3.1.2 Шахтные газифицированные печи
Применение газообразного топлива в шахтных печах повышает культуру производства и степень его механизации, позволяет вырабатывать известь без пережога.
Таблица 2.2 — Проектные показатели шахтных печей, работающих на газообразном топливе [6]
|
Показатели |
Единица |
Производительность, т/сут |
||
|
50 |
100 |
200 |
||
|
Высота печи: |
|
|
|
|
|
- рабочая |
м |
18,2 |
18,0 |
19,0 |
|
- строительная |
м |
27,2 |
27,8 |
34,6 |
|
Внутренний диаметр шахты в зоне обжига |
м |
2,5 |
3,2 |
3,74 |
|
Полезные объемы шахты |
м3 |
89 |
143 |
258 |
|
Плоскостной съем извести |
т/м2сут |
10,2 |
12,5 |
14,7 |
|
Объемный съем извести |
т/м3 сут |
0,56 |
0,70 |
0,80 |
|
Расход условного топлива |
кг/т извести |
156 |
156 |
155 |
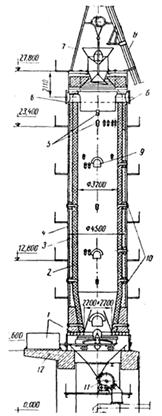
Газифицированная шахтная печь изображена на рисунке 2.2.
Шахта печи в зоне обжига имеет форму квадрата размером 3,74 × 3,74 м со скругленными углами. В нижней части зоны подогрева квадратное сечение, постепенно расширяясь кверху, переходит на круглое диаметром 4,3 м и затем в верхней части на диаметр 4,9 м. В зоне охлаждения квадратное сечение сужается до размера 2,6 × 2,6 м на уровне выгрузочной решетки. Рабочая высота шахты 19 м.
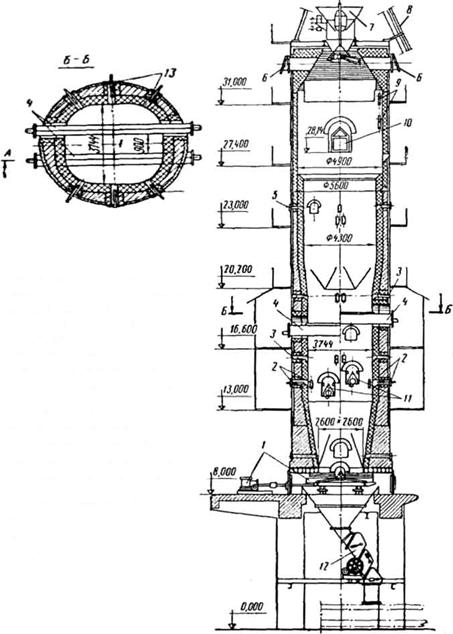
1 — выгрузочная решетка; 2 — периферийные горелки
нижнего яруса;
3 — отверстия для установки отбора давления и термопар; 4 — две
балочные горелки верхнего яруса; 5 — гляделка; 6 — предохранительный
взрывной клапан; 7 — двухклапанное загрузочное устройство; 8 — скиповой
подъемник;
9 — отверстия датчиков уровнемера шахты; 10 — короб отсоса дымовых
газов; 11 — две балочные горелки нижнего яруса; 12 — трехшлюзовой
затвор;
13 — периферийные горелки верхнего яруса
Рисунок 2.2 — Газифицированная шахтная печь
Шахта в зоне обжига выложена из шамотного легковесного кирпича и имеет минимальную толщину слоя (по углам квадрата) 230 мм и максимальную (по осям квадрата) — 500 мм. Кладка футерована внутри слоем многошамотного кирпича длиной 345 мм или хромомагнезитовым кирпичом. Зоны подогрева и охлаждения футерованы кирпичом.
Между стальным кожухом печи (толщиной 10 мм) и кладкой уложен слой теплоизоляционной засыпки (трепела) толщиной 65 мм.
В кладке шахты предусмотрены гляделки, отверстия для установки приборов.
Газообразное топливо вводится в один или несколько ярусов через периферийные и центральные балочные горелки. В нижний ярус газ подается через периферийные диффузионные горелки и в центральную область шахты при помощи балочных многосопловых водоохлаждаемых горелок.
Балочные горелки расположены в ярусе параллельно друг другу на расстоянии 900 мм. По высоте шахты они смещены одна относительно другой на 600–700 мм, что необходимо для предотвращения подвисания материала на балках. В верхнем ярусе газ вводится в центральную область печи при помощи двух балочных горелок, расположенных в направлении, перпендикулярном к нижним горелкам, и по периферии — через шесть диффузионных горелок.
Одновременно с топливом через балочные горелки вводится первичный воздух. Вторичный воздух подается в зону охлаждения печи через гребень выгрузочного механизма дутьевым вентилятором. Таким образом, данная система ввода и распределения газообразного топлива создает благоприятные условия для полного его сжигания в слое кускового материала.
Печь снабжена загрузочно-распределительным устройством, состоящим из скипового подъемника с ковшом, вращающейся чаши и двухклапанного затвора, нижний распределительный конус которого — спиралеобразный с отбойной пластиной. Карбонатная порода загружается в скип автоматическим весовым дозатором.
Выгрузочная решетка с возвратно-поступательным движением и гидравлическим приводом обеспечивает равномерную выгрузку извести по всему поперечному сечению шахты. Герметизация печи осуществляется трехшлюзовым затвором.
Печные газы отсасываются через выходной коллектор дымососом. Перед выбросом в атмосферу они проходят очистку от пыли в группе циклонов. В верхней части шахты предусмотрено два предохранительных взрывных клапана.
Необходимый уровень материала в печи поддерживается автоматически при помощи датчика уровня, установленного в отверстиях шахты и посылающего управляющий сигнал электродвигателю скиповой лебедки.
2.3.1.2.1 Обжиг карбонатной породы в шахтной газифицированной печи
Для того чтобы газообразное топливо полностью сгорело, необходимо обеспечить хорошее перемешивание его с достаточным количеством воздуха и минимальную температуру для воспламенения. В зависимости от типа системы ввода природного газа в шахтную печь и конструкции горелочных устройств эти условия удовлетворяются разными способами.
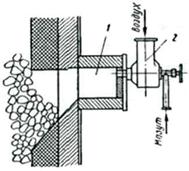
Периферийная диффузионная горелка, широко применяемая в шахтных печах, представляет собой отрезок трубы диаметром 25–40 мм с соплом на конце, вставленный в прямоугольное отверстие в футеровке шахты (см. рисунок 2.3).
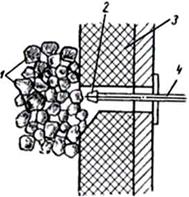
1 — слой известняка в шахте; 2 — сопло горелки;
3 — футеровка шахты; 4 — горелка
Рисунок 2.3 — Установка периферийной диффузионной горелки
Газ под давлением 100–1000 мм вод. ст. вылетает из сопла со скоростью 25–100 м/сек в слой карбонатной породы. Так как межкусковое пространство не имеет прямых каналов, то энергия струи газа быстро падает от столкновения с кусками сырья и глубина проникновения струи в слой материала невелика (0,5–0,8 м от места ввода). Газ и воздух, двигаясь в межкусковом пространстве шихты, перемешиваются относительно медленно, и полное сгорание топлива происходит на пути 2,5–3 м от места ввода (горелки).
При наличии в шихте значительного количества мелочи условия смешения газа и воздуха ухудшаются и часть газа не успевает выгореть в зоне обжига. Попадая в зону с температурой ниже 700 °C (зона подогрева), газ даже при образовании газовоздушной смеси не сгорает и выбрасывается дымососом в атмосферу.
Периферийные диффузионные горелки самостоятельно применяются лишь в шахтных печах щелевидного или эллипсного сечения с размером одной из сторон не более 1,6 м. При этом необходимо использовать сырье с отношением размера мелких кусков к крупным не более 1 : 1,6.
Для ввода газообразного топлива в центральную часть шахты широко применяют диффузионные горелки в виде водоохлаждаемых балок (см. рисунок 2.4).
Вода поступает в балочную горелку через патрубок с температурой 10 °C — 40 °C, а выходит через патрубок с температурой до 100 °C.
Газ и первичный воздух выходят через сопло и патрубки в подбалочное пространство, где они смешиваются и газ частично сгорает. Основная же масса выходящего из горелки газа перемешивается со вторичным воздухом, двигаясь в межкусковом пространстве шахты, ввиду чего процесс выгорания газа растягивается по высоте шахты на 2,5–3 м.
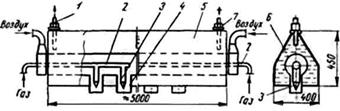
1 и 7 — патрубки выхода и входа охлаждающей воды; 2 — горелка; 3 — сопло; 4 — патрубок; 5 — стальная балка; 6 — труба для ввода воздуха
Рисунок 2.4 — Балочная многосопловая горелка
Балочная горелка позволяет пропустить 400–600 м3/ч природного газа при давлении 0,2–0,5 кГ/см2 и 1000–1500 м3/ч воздуха при потере напора 40 мм вод. ст. Для ее охлаждения требуется от 2 до 5 м3/ч воды. Потери тепла с охлаждающей водой достигают 10 % от общего расхода тепла на единицу продукции.
Применение воды в балке делает горелку опасной в эксплуатации. Для предотвращения несчастных случаев в патрубке на выходе воды из балки установлен манометрический термометр, подключенный к сигнальной и предохранительной (клапан отсечки газа) аппаратуре.
Центральная (подовая) газовая горелка (см. рисунок 2.5) состоит из стального пирамидального корпуса, в который по отдельным трубопроводам подается природный газ (в камеру 4) и рециркуляционный газ (в камеру 5). Природный и рециркуляционный газы выходят через щели под пирамидальный козырек и перемешиваются под ним, после чего образованная смесь выходит в зону охлаждения шахтной печи.
Смесь газов, поднимаясь в зоне охлаждения печи вверх, смешивается с движущимся по шахте печи воздухом, образуя топливную смесь. Топливная смесь (природный газ, рециркуляционный газ и воздух), достигнув низа зоны обжига (температура 900 °C и выше), воспламеняется и сгорает в пределах зоны обжига.
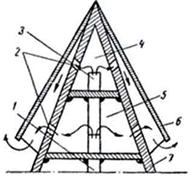
1 и 3 — трубы ввода рециркуляционного и природного газов; 2 —
щели;
4 — камера газа; 5 — камера рециркулята; 6 — стальной козырек;
7 — корпус горелки
Рисунок 2.5 — Центральная (подовая) горелка
Карбонатную породу обжигают в три стадии, последовательно протекающие в зонах подогрева, обжига и охлаждения печи.
Зона подогрева газовых печей составляет около 35 % рабочей высоты шахты, что позволяет снизить температуру отходящих газов до 250 °C (без учета подсосов холодного воздуха) и подогреть карбонатную породу в конце зоны до температуры 500 °C. Выходящие из зоны подогрева печные газы при рациональном режиме содержат 16 % — 22 % углекислого газа (CO2) и 3 % — 4 % кислорода (O2).
Зона обжига занимает примерно 40 % рабочей высоты шахты. В зоне обжига происходит сжигание природного газа и диссоциация карбонатной породы. Среднюю температуру газов в зоне обжига поддерживают 1100 °C — 1200 °C. Равномерность распределения температуры газового потока по поперечному сечению шахты в зоне обжига зависит от равномерности распределения газа и воздуха по сечению шахты и условий их перемешивания. В результате неблагоприятных условий смешивания газа и воздуха в слое коэффициент избытка воздуха поддерживают в пределах a = 1,2–1,3.
Зона охлаждения занимает четвертую часть полезной высоты шахты и служит для охлаждения извести до 80 °C — 120 °C перед ее поступлением на выгрузочный механизм.
2.3.1.3 Шахтные печи, работающие на жидком топливе
Рассматриваемая шахтная печь производительностью 30 т/сут (см. рисунок 2.6). предназначена для работы на многосернистом, теплотворностью QPH = 9000 ккал/кг. Шахта печи в зоне обжига имеет квадратное сечение в поперечнике размером 2 × 2 м, которое в зоне охлаждения плавно переходит на размеры 1,6 × 1,6 м (на уровне выгрузочной решетки). Зона подогрева печи имеет круглое сечение диаметром 2 м и в своей нижней части плавно переходит на квадратное. Рабочая высота шахты — 19,2 м, средняя площадь поперечного сечения в зонах обжига и подогрева — 3,57 м2.
Кладка шахты выполнена из красного кирпича с максимальной толщиной 380 мм. Футеровка выложена многошамотным кирпичом. Теплоизоляционная засыпка трепелом между стальным кожухом и кладкой составляет толщину 62 мм. Гляделки, расположенные в два яруса, предназначены для контроля процесса обжига.
Мазут сжигают в печи при помощи шести ротационных форсунок, из которых две вводят мазут в пространство под водоохлаждаемой балкой (центральная подача мазута), а четыре остальные с противоположных сторон шахты периферийно.
Форсунка подает распыленный мазут в форкамеру, где выносную топку, где он газифицируется и воспламеняется. Образовавшиеся продукты газификации поступают либо в подбалочное пространство, где, перемешиваясь с воздухом, сгорают, либо периферийно в слой материала, где, смешиваясь с движущимся по шахте воздухом, сгорают в межкусковом пространстве. К форсункам мазут подается насосом при давлении до 25 кГ/см2.
Первичный воздух (для газификации мазута) и вторичный вводят в форсунки и под выгрузочную решетку от вентилятора. Дымовые газы через отверстие удаляются из печи дымососом и перед выбросом в атмосферу проходят очистку в группе циклонов диаметром 800 мм. В верхней части установлен предохранительный взрывной клапан.
Карбонатная порода загружается в печь скиповым подъемником с ковшом емкостью 0,5 м3. Герметизация печи и распределение шихты по сечению осуществляется двухклапанным затвором. Карбонатная порода подается в печь автоматически по сигналу указателя уровня загрузки печи, установленного в отверстиях шахты.
Известь выгружается платформой с возвратно-поступательным движением. Герметизация низа печи и выдачи извести на транспортер осуществляется барабанным затвором.
1 — выгрузочная решетка; 2 — форкамеры; 3 — мазутные
форсунки;
4 — водоохлаждаемая балка; 5 — гляделки; 6 — отверстия датчиков
уровнемера шахты; 7 — скиповой подъемник; 8 — загрузочное устройство;
9 — предохранительный взрывной клапан; 10 — отверстие для отсоса
газов; 11 — барабанный затвор
Рисунок 2.6 — Шахтная печь на жидком топливе производительностью 30 т/сут
2.3.1.3.1 Обжиг карбонатной породы в шахтной печи, работающей на жидком топливе
Жидкое топливо (мазут различных марок) удается эффективно сжигать в шахтных известеобжигательных печах только при условии его предварительной газификации в камерах или топках. На рисунке 2.7 изображена топка (форкамера), представляющая собой футерованную огнеупорным кирпичом выносную камеру, сообщающуюся с шахтой печи в зоне обжига.
В торцовой части форкамеры расположена форсунка, через которую в форкамеру подается распыленный мазут и воздух для его газификации.
Для нормального протекания процесса газификации на 1 кг мазута необходимо ввести в камеру 3 м3 воздуха. Скорость воздуха на входе в форкамеру 30–40 м/сек. Стенка камеры разогревается до температуры 850 °C — 900 °C, что способствует стабильному процессу горения.
Продукты газификации под давлением 300–400 мм вод. ст. поступают в подбалочное пространство или слой обжигаемой карбонатной породы. Теплотворность продуктов газификации — 2200 ккал/м3.
Сжигание продуктов газификации в шахте печи происходит в основном таким же образом, как и в шахтной газовой печи, оснащенной периферийными и балочными горелками.
1 — форкамера; 2 — мазутная форсунка
Рисунок 2.7 — Топка для газификации мазута при его сжигании в шахтной печи
При рациональной организации сжигания жидкого топлива 40 % от общего расхода мазута на обжиг подают в нижний ярус и 60 % — в верхний. Воздух в количестве 20 % от необходимого для сжигания топлива вводится в форкамеру и используется для газификации мазута (первичный воздух), остальные 80 % вводятся дутьевым вентилятором под решетку выгрузочного механизма (вторичный воздух).
На температуру в зоне обжига оказывают влияние количество и теплотворность поступающих продуктов газификации мазута, фракционный и химический состав карбонатной породы, соотношение «топливо — воздух» и скорость выгрузки извести.
Количество поступающих в печь продуктов газификации мазута обжигальщик регулирует, изменяя количество подаваемого в форсунки мазута.
Теплотворность продуктов газификации мазута зависит or качества распыления и соотношения «мазут — воздух» в форкамере. Для обеспечения хорошего распыления мазута механической форсункой давление мазута должно быть около 20 кГ/см2, а температура не ниже 60 °C. Соотношение «мазут — воздух» настолько сильно отражается на теплотворности продуктов газификации, что должно поддерживаться регулирующим устройством.
Чем больше воздуха поступает на газификацию 1 кг мазута, тем ниже теплотворность его продуктов. При хорошей организации процесса газификации продукты имеют следующий химический состав (в об. %): CO2 — 4,8; O2 — 0; CO — 13,6; Н2 — 8,5; СН4 — 3,2; CnHm — 1,2; N2 — 68,5. Теплотворность их равна приблизительно 2200 ккал/м3. Температуру продуктов газификации на выходе из форкамеры поддерживают в пределах 900 °C — 1000 °C.
Качество карбонатной породы оказывает большое влияние на ход процесса обжига, поэтому в шахтных печах на жидком топливе необходим пофракционный обжиг карбонатной породы.
Соотношение «топливо — воздух» в зоне обжига при сжигании мазута поддерживают в пределах a = 1,2–1,3.
Скорость выгрузки извести обжигальщик изменяет только в случае значительного отклонения режима обжига от нормального.
2.3.1.4 Автоматизация шахтных печей
Современные шахтные известеобжигательные печи оснащены автоматическими устройствами и механизмами, которые осуществляют автоматическую загрузку сырья и топлива в печь, автоматическое измерение теплотехнических параметров процесса обжига, контрольно-измерительными приборами, автоматическое отключение подачи газообразного топлива в печь при падении давления газа в газопроводе и нарушении работы системы водяного охлаждения балочных горелок.
Система автоматической загрузки шихты в шахтную печь включает следующие устройства:
- автоматический дозатор;
- загрузочное устройство;
- механизм поворота чащи загрузочного устройства;
- радиоактивный или штанговый измеритель уровня материала в шахте.
Различают весовые и объемные автоматические дозаторы.
Весовой автоматический дозатор шихты (см. рисунок 2.8) работает следующим образом. Карбонатная порода из левого бункера лотковым питателем подается в дозирующий бункер. По мере заполнения бункера материалом измерительная весовая система приближается к равновесию. Как только вес карбонатной породы в бункере достигнет установленной величины, измерительная система выключает электродвигатель лоткового питателя.
Одновременно с этим включится электродвигатель лоткового питателя, который из правого бункера подает твердое топливо в бункер. Когда общий вес шихты в бункере достигнет заданного значения, измерительная весовая система выключает питатель.
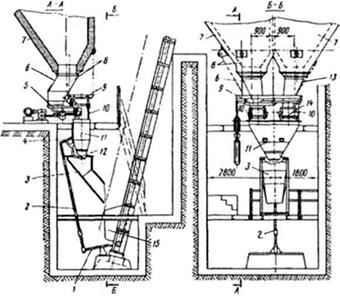
1, 2 и 4 — рычаги; 3, 6 и 13 —
течки; 5 и 14 — лотковые питатели; 7 — бункера;
8 и 10 — тросы и тяги; 9 — весовая измерительная система;
11 — дозирующий бункер; 12 — затвор; 15 — ковш
Рисунок 2.8 — Автоматический весовой дозатор
При возвращении в нижнее положение ковш скипового подъемника нажимает на рычаг 1, который через рычаги 2 и 4 открывает затвор дозирующего бункера, и материал по течке ссыпается в ковш. При движении скипа вверх система рычагов 1, 2 и 4 под действием контргруза прочно закрывает затвор дозирующего бункера. Командный аппарат включает лотковый питатель и цикл дозирования шихты повторяется. К моменту возвращения скипа в нижнее положение дозирующий бункер вновь заполнен шихтой.
Автоматические объемные дозаторы используют в печах, работающих на жидком и газообразном топливе.
Принцип действия автоматического объемного дозатора (см. рисунок 2.9) состоит в следующем. Из приемного бункера карбонатная порода по течке поступает в дозирующий бункер. Ковш скипового подъемника, занимая нижнее положение, нажимает на рычаг 1 и через рычаги 3, 4 открывает затвор. Карбонатная порода в объеме бункера по течке высыпается в ковш.
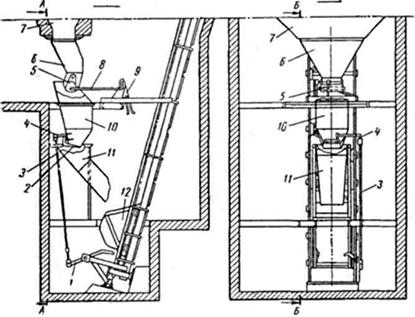
1, 3, 4 и 8 — рычаги; 2 — затвор; 5 — затвор течки; 6 и 11 — течки; 7 — бункер; 9 — рычаг с вилкой; 10 — дозирующий бункер; 12 — бункер
Рисунок 2.9 — Автоматический объемный дозатор
При движении ковша вверх рычаг 1 освобождается и под воздействием соединенного с его осью контргруза закрывает затвор. При дальнейшем движении ковша вверх он входит в зацепление с вилкой рычага 9, поворачивает его в верхнее положение, открывая рычагом 8 затвор. При этом карбонатная порода поступает в дозирующий бункер до его заполнения.
При движении ковша вниз скип поворачивает рычаг 9 в нижнее положение и затвор перекрывает отверстие течки. После этого цикл работы дозатора повторяется. Для того чтобы скип не смог занять нижнее положение при открытом затворе, установлена электрическая блокировка, останавливающая движение ковша на некотором расстоянии от рычага 1.
Загрузочное устройство шахтной печи состоит из скипового подъемника с электрической лебедкой, поворотной чаши и двухклапанного затвора. На рисунке 2.10 изображена кинематическая схема работы загрузочного устройства. Электрическая лебедка посредством троса и системы блоков транспортирует шихту ковшом на верх печи.
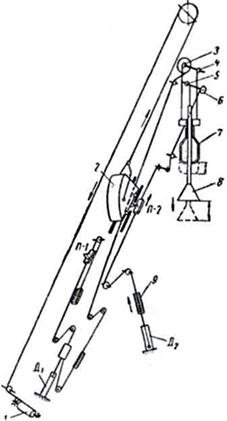
1 — лебедка; 2 — ковш силового подъемника; 3, 4, 5 и 6 — шкивы; 7 — верхний клапан; 8 — нижний клапан; 9 — груз; П‑1 и П‑2 — ползуны; Д1 и Д2 — гидравлические демпферы
Рисунок 2.10 — Кинематическая схема автоматической работы загрузочного устройства
При движении вверх по стволу ковш своим выступом входит в зацепление с зубом ползуна П‑1, поднимая при помощи троса и шкивов и верхний клапан. При этом шихта, находящаяся в приемной чаше, проваливается в нижнюю камеру, выходное отверстие которой закрыто клапаном.
Выйдя из зацепления с ползуном ковш продолжает подниматься по стволу, а верхний клапан под действием привода (или собственного веса) опускается вниз, плотно закрывая загрузочное отверстие верхней камеры. При дальнейшем движении вверх ковш входит в зацепление с ползуном П‑2 и поднимает груз, который при помощи троса и блоков удерживает клапан в верхнем положении.
Под действием собственного веса и веса шихты нижний клапан опускается вниз, пропуская сырье и топливо в шахту печи.
Выйдя из зацепления с ползуном П‑2, ковш продолжает движение по стволу, а конус под действием груза поднимается вверх и плотно закрывает нижнее загрузочное отверстие.
Гидравлические демпферы Д1 и Д2 служат для смягчений ударов, которые возникают в системе тросов в начале и в конце контакта ковша с ползунами П‑1 и П‑2.
Поднявшись на горизонтальный участок направляющих ствола подъемника, ковш воздействует на конечный выключатель, опрокидывается и высыпает содержимое в загрузочную чашу. Конечный выключатель разрывает цепь питания электродвигателя лебедки скипа и включает через реле времени электродвигатель вращения поворотной чаши. После возвращения ковша в нижнее положение он наполняется сырьем и топливом и, получив соответствующий сигнал, начинает движение вверх по стволу подъемника. При этом описанные выше операции повторяются.
Радиоактивный указатель уровня располагается на двух уровнях по высоте шахты.
Указатель уровня состоит из двух источников излучения, двух приемников и одного общего электронного блока, имеющего два выходных реле. При прохождении луча через слой материала приемник фиксирует снижение мощности излучения по сравнению с прохождением луча через свободное пространство. Электронный блок, воспринимая соответствующие электрические сигналы от нижнего и верхнего приемников, управляет выходным реле, рабочие контакты которых посредством электрической цепи управляют электродвигателем скиповой лебедки и включают световую сигнализацию на пульте оператора (см. рисунок 2.11).
Штанговый указатель уровня представляет собой металлический стержень с грузом на конце. Груз лежит на поверхности слоя шихты и опускается вместе с ней.
Перед загрузкой шихты в печь штанговый указатель поднимается вверх на тросе, соединенном с ползуном, которым управляет ковш скипового подъемника. Находящаяся снаружи шахты часть стержня уровнемера снабжена выступом, расположенным по высоте между двумя конечными выключателями, которые входят в цепь управления лебедкой и цепь световой сигнализации.
Если уровень шихты в печи опустится ниже заданного значения, то штанговый указатель своим выступом воздействует на нижний конечный выключатель и он включит электродвигатель лебедки и световой сигнал на пульте управления. Верхний конечный выключатель играет роль предохранителя на случай переполнения шахты материалами, при его нажатии отключается цепь питания электродвигателя лебедки.
На рисунке 2.11 изображена схема автоматической загрузки карбонатной породы в шахтную печь, работающую на газообразном топливе. Автоматическая загрузка печи осуществляется в зависимости от уровня находящегося в ней карбонатной породы. Рабочим (управляющим) при этом является нижний указатель уровня 13, а верхний 14 служит для аварийного отключения механизмов загрузки.
Когда уровень загрузки карбонатной породы в печи опускается ниже отметки «Уровень загрузки», то выходное реле указателя уровня 13 срабатывает и включает командно-электропневматический прибор (КЭП). КЭП‑1 включает на заранее установленное время электровибрационный питатель, подающий карбонатную породу из загрузочного бункера в ковш скипа. После загрузки (по времени) ковша карбонатной породы КЭП‑1 размыкает электрическую цепь питателя и замыкает электрическую цепь подъема скипа на верх печи.
Скип, достигнув крайнего верхнего положения, воздействует на конечный выключатель. Выключатель прекращает движение скипа вверх и подает импульсы на реле отсчета количества загруженной в печь карбонатной породы ЭИР и на промежуточное реле времени. Промежуточное реле времени с заданной выдержкой подает сигнал на опускание скипа вниз и на КЭП‑2, который управляет механизмом поворота загрузочной чаши.
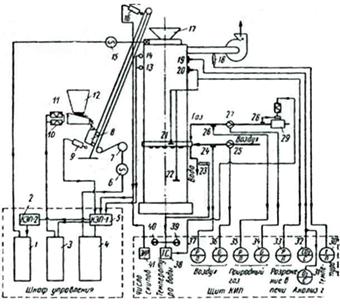
1, 3 и 4 — станции управления; 2, 5 — командно-электропневматический
прибор КЭП; 6 — электродвигатель привода лебедки; 7 — лебедка скипа;
8 — ковш скипа; 9, 16 — конечный выключатель ВК; 10 — обмотка
электрического вибратора; 11 — электровибрационный питатель; 12 — бункер;
13, 14 — нижний и верхний указатель уровня; 15 — электродвигатель
привода поворота загрузочной чаши; 17 — загрузочная чаша; 18 — термометр
ТХА;
19 — заборное устройство газоанализатора; 20, 21, 22 — датчик
разрежения в печи; 23 — термобаллон; 24, 26, 28 — датчик давления; 25,
27 — диафрагма; 29 — предохранительно-запорный клапан ПЗК; 30 — показывающий
милливольтметр; 31 — газоанализатор на кислород; 32 — газоанализатор
на CO2; 33 — показывающий
мембранный тягомер; 35, 37 — показывающий мембранный напоромер; 34, 36 —
самопишущий дифманометр;
38 — сигнализирующий термометр ТС; 39, 40 — лампочки красного и зеленого
цвета; 41 — регистратор импульсов электрический ЭИР
Рисунок 2.11 — Схема автоматической загрузки сырья и теплового контроля процесса обжига в шахтной печи, работающей на газообразном топливе
Получив соответствующий сигнал, КЭП‑2 включает электродвигатель поворота загрузочной чаши. Длительность замыкания контактов КЭП‑2 обеспечивает поворот чаши на угол, величина которого возрастает с каждым циклом.
Циклы загрузки печи карбонатной породы продолжаются до тех пор, пока уровень шихты в печи не достигнет отметки «Уровень загрузки». При этом выходное реле электронного блока уровнемера разорвет цепь электродвигателя скиповой лебедки. Нижний конечный выключатель служит для блокировки, предотвращая подъем скипа при его загрузке сырьем.
Схема автоматической загрузки предусматривает возможность перехода на местное (ручное) управление при помощи кнопок.
Элементы схемы теплового контроля параметров обжига показаны в правой части на рисунке 2.11. В шахтной печи, работающей под разрежением и отапливаемой природным газом, разрежение измеряется датчиками 20, 21, 22 и передается на показывающий тягомер мембранного типа.
Температура отходящих газов измеряется термометром в комплекте с показывающим милливольтметром.
Расход подаваемого в балочную горелку природного газа измеряется комплектом, состоящим из диафрагмы и самопишущего дифманометра. Давление газа перед горелкой отбирается датчиком 26 и поступает на показывающий прибор 35 (манометр или мембранный напоромер). Аналогичными приборами измеряется расход и давление первичного воздуха, поступающего в балочную горелку (датчики 25 и 24).
Анализ отходящих газов на содержание в них углекислого газа CO2 и кислорода O2 выполняется заборным устройством и автоматическими газоанализаторами, расположенными, как и все перечисленные выше приборы, на щите КИП оператора (обжигальщика).
Автоматический предохранительно-запорный клапан (ПЗК) и сигнализирующий термометр обеспечивают безопасность работы печи. При падении давления в газопроводе клапан ПЗК получает импульс от датчика давления 28 и мгновенно перекрывает газопровод, прекращая поступление газа в печь.
При повышении температуры воды на выходе балочной горелки сверх заданного значения ПЗК получает импульс от термометра и мгновенно прекращает подачу газа в печь. Контактная система термометра одновременно включает на пульте оператора красную лампочку и звуковой сигнал.
Вращающаяся печь обладает рядом преимуществ по сравнению с шахтной: большей единичной мощностью агрегата; равномерным качеством получаемой извести при высокой степени ее обжига (90 % — 99 %); возможностью обжига мелких фракций карбонатного сырья любой механической прочности и высокой влажности (см. таблицу 2.3). Основными недостатками вращающихся печей являются: повышенный удельный расход энергоносителей, топлива на обжиг, большие капиталовложения на оборудование и сооружения, значительная металлоемкость [6], [8].
Вращающаяся печь представляет собой футерованный изнутри вращающийся стальной цилиндрический барабан, установленный наклонно (3 % — 4 %) на роликовых опорах.
Длинные вращающиеся печи применяют для производства извести сухим и мокрым способами. При сухом способе карбонатное сырье поступает во вращающуюся печь в виде кусков фракции 5–20 мм или 20–50 мм с влажностью 2 % — 24 %. При мокром способе сырье (мел) поступает в печь в виде сметанообразной массы (шлама) с содержанием воды 37 % — 43 %.
Длинные вращающиеся печи выпускают с внутренними теплообменными устройствами или без них. В коротких вращающихся печах, в зависимости от конструкции запечного теплообменника, обжигают карбонатные породы в виде узких фракций: 0,1–2 мм; 10–20 мм; 20–40 мм с влажностью до 8 %.
Таблица 2.3 — Характеристики вращающейся известеобжигательной печи [6]
|
Показатели |
Тип теплообменного |
||||
|
внутренний теплообменник |
конвейерная решетка |
шахтный |
циклонный теплообменник |
паровой |
|
|
Размеры печи, м: |
|
|
|
|
|
|
Длина |
118 |
50 |
50 |
50 |
75 |
|
Диаметр корпуса |
3,6 |
3,6 |
3,6 |
2,7 |
3,6 |
|
Отношение L/D |
37 |
15,6 |
15,6 |
21,7 |
23,5 |
|
Производительность, т/ч |
12,5 |
12,7 |
12,7 |
7,5 |
15,0 |
|
Удельный расход условного топлива, кг/т |
380 |
234 |
204 |
138 |
286 |
|
Расчетное содержание свободных CaO + MgO в извести, % |
80 |
85 |
85 |
70 |
90 |
|
Сырье: |
|
|
|
|
|
|
- вид |
Меловой шлам |
Мел |
Известняк |
Карбонатит |
Известняк |
|
- влажность, % |
40 |
16,5 |
2,0 |
3,0 |
4,0 |
|
- размер кусков, мм |
— |
10–25 |
10–20 |
0,088–0,1 |
25–50 |
|
Вид топлива |
Природный газ |
Мазут «100» |
Природный газ |
Мазут «100» |
Смесь газов |
|
Теплотворность, ккал/кг, ккал/м3 |
8500 |
9200 |
8500 |
9200 |
3500 |
|
Тип горелочного устройства |
Двухканальная горелка |
Форсунка механического распыления |
ГВП‑1 |
Форсунка механического распыления |
Двухканальная горелка |
|
Тип холодильника |
Барабанный 2,3 × 38 м |
Барабанный 2,5 × 25 м |
Барабанный 2,5 × 38 м |
Барабанный 2,5 × 20 м |
Барабанный 2,5 × 38 м |
|
Температура выгружаемой извести |
150 |
200 |
200 |
200 |
150 |
|
Характеристика теплообменника |
Цепная завеса длиной 31 м |
Решетка 3 × 24 м; однократный просос газов |
Кольцевой слой толщиной 0,75 м; высота теплообменника по слою) 3,5 м; одноступенчатый |
Циклон и шахтная мельница; двухступенчатый |
Котел; производительность по пару — 6 т/ч при давлении 13,5 кГ/см2 |
|
|
250 |
250 |
430 |
145 |
200 |
2.3.2.1 Длинные вращающиеся печи с внутрипечным теплообменником
Длинная вращающаяся печь с теплообменными устройствами внутри корпуса (см. рисунок 2.12) состоит из следующих основных узлов: цилиндрического корпуса с надетыми на него бандажами, роликовых опор, предохранительных упоров и контрольных роликов, установленных на опорах, и привода.
Корпус вращающейся печи представляет собой полый сварной барабан диаметром от 2,2 до 5 м, установленный на роликовые опоры. Каждая опора состоит из двух опорных роликов с четырьмя подшипниками скольжения и клиновинтовыми упорами, воспринимающими осевое давление печи.
Опорные ролики передвигаются и закрепляются в направляющих либо параллельно оси печи, либо под некоторым углом, что необходимо для предотвращения подъема или опускания печи по роликам при ее эксплуатации. Подшипники роликовых опор имеют водяное охлаждение.
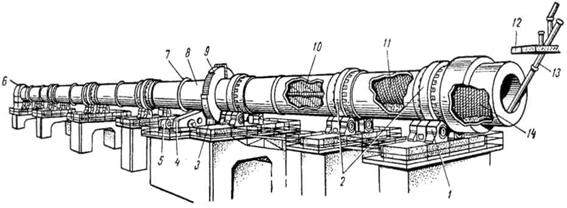
1 — роликовые опоры; 2 — бандажи; 3 — подвенцовая
шестерня; 4 — редуктор привода; 5 — электродвигатель; 6 — головка
печи; 7 — кольца жесткости;
8 — цилиндрический корпус; 9 — венцовая шестерня;
10, 11 и 14 — теплообменные устройства; 12 — пылеосадительная камера;
13 — течка сырья
Рисунок 2.12 — Длинная вращающаяся печь с внутрипечным теплообменником
Для контроля величины предельного осевого смещения корпуса печи от нормального положения по обе стороны от бандажа расположены контрольные ролики, вращение которых свидетельствует о наличии предельного смещения. В пролетах между опорами для повышения жесткости корпуса установлены кольца жесткости.
Корпус печи имеет наклон 3 % — 4 % к горизонту и вращается со скоростью до 3 об/мин от электродвигателя, соединенного с корпусом через редуктор, подвенцовую и венцовую шестерни. Кроме того, современные печи снабжают вспомогательным приводом небольшой мощности, служащим для вращения печи со скоростью около 4 об/мин в периоды пуска и остановки, а также при ремонтных работах.
Привод печи и опорные ролики установлены с тем же уклоном, что и корпус печи. Внутренняя часть стального корпуса выложена огнеупорной футеровкой.
Печь работает по принципу противотока. Сырье подается со стороны верхнего «холодного» конца печи по течке, а со стороны нижнего «горячего» конца (головки печи) через горелку, подается топливо. Отходящие газы удаляются со стороны холодного конца печи, проходят предварительную очистку в пылеосадительной камере и окончательную в электрофильтре, а затем дымососом выбрасываются через дымовую трубу в атмосферу.
Печь имеет следующие технологические зоны: зону подогрева сырья, где материал теряет влагу и подогревается до температуры 950 °C; зону обжига (декарбонизации), где при температуре газов 1250 °C — 1300 °C происходит разложение сырья с выделением CO2 и образованием свободной окиси кальция; зону предварительного охлаждения извести до температуры 1000 °C.
Для нормальной работы печи большое значение имеет правильная футеровка ее зон. Это обусловлено тяжелыми условиями службы футеровки в связи с вращением печи, вызывающим сотрясение кладки и ее истирание движущимся материалом.
При обжиге извести холодные зоны футеруют фасонным шамотным кирпичом, а зону обжига — магнезитовыми огнеуопорами. Шамотный кирпич укладывают на огнеупорных растворах.
Для улучшения теплообмена между газовым потоком и материалом в холодной части длинных печей размещают внутренние теплообменные устройства. Для известеобжигательных печей применяют цепные, экранирующие и ячейковые и полочные теплообменники.
2.3.2.2 Короткие вращающиеся печи с запечным подогревателем
На рисунке 2.13 дан общий вид короткой вращающейся печи. Опорные и упорные устройства коротких печей аналогичны по конструкции длинным вращающимся печам.
В качестве коротких необходимо использовать вращающиеся печи с корпусом следующих размеров: 2,5 × 30 м, 2,5 × 40 м, 3 × 40 м, 3,6 × 50 м, 3,6 × 75 м, 4 × 50 м, 4 × 60 м, 4,5 × 60 м.
Главный привод коротких вращающихся печей аналогичен по устройству главному приводу длинных печей, отличаясь для печей одинакового диаметра корпуса мощностью электропривода и редуктора. Для главного привода современных коротких вращающихся печей применяют электродвигатели переменного тока с частотными преобразователями, позволяющими плавно менять частоту вращения барабана печи в широком диапазоне.
В качестве подогревателей кускового материала применяют подогреватели неподвижного слоя сырья типа колосниковой конвейерной решетки, шахтные с подвижным слоем сырья и шахтные с падающим слоем сырья, подогреватели дисперсного сырья циклонного типа, шахтные комбинированные теплоутилизаторы, использующие энергию отходящих печных газов одновременно для подогрева материала и выработки пара, котлы-утилизаторы, вырабатывающие пар.
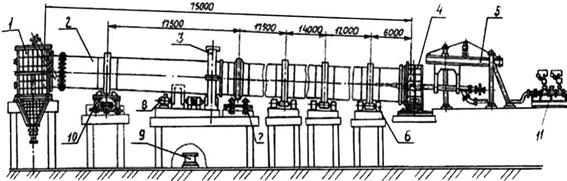
1 — загрузочная головка; 2 — корпус печи; 3 — кожух
венцовой шестерни;
4 — откатная разгрузочная головка; 5 — устройство крепления горелки;
6 — ролик опорный; 7 — упорные ролики; 8 — электродвигатель
главного привода; 9 — бак системы централизованной смазки оборудования
печи;
10 — ролик упорный; 11 — мазутные насосы (при использовании форсунки)
Рисунок 2.13 — Короткая вращающаяся печь
2.3.2.3 Обжиг карбонатных пород во вращающейся печи
Во вращающейся известеобжигательной печи различают три основные зоны, отличающиеся режимными параметрами термообработки материала и физико-химическими процессами, происходящими в нем. На рисунке 2.14 изображены кривые распределения по длине печи температуры газового потока (кривая 3), температуры поверхности материала (кривая 2) и содержание в извести активных окислов кальция и магния (кривая 1).
Зона подогрева расположена в холодном конце печи, начиная от места поступления в нее сырья, и занимает до 70 % общей длины корпуса длинной печи. Поступающий в зону подогрева материал (пунктирная кривая 2) проходит последовательно сушку (tm до 120 °C) и нагрев (tm — 850 °C — 900 °C). В конце зоны подогрева, в температурном интервале 700 °C — 900 °C, полностью разлагается содержащийся в сырье углекислый магний (MgCO3) и частично углекислый кальций (CaCOз).
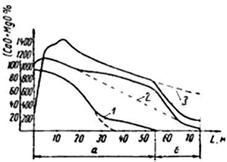
а — зона обжига и предварительного охлаждения печи; б — зона подогрева теплообменника; 1 — кривая активности извести; 2 — кривая температуры поверхности материала; 3 — кривая температуры газообразных продуктов
Рисунок 2.14 — Распределение температуры газов, материала и активности извести по длине вращающейся печи
Выходящие из зоны обжига с температурой 1100 °C — 1250 °C печные газы (кривая 3) отдают тепло материалу, и их температура снижается до 600 °C — 800 °C. Температура печных газов на выходе из печи (в начале зоны подогрева) в значительной мере зависит от влажности сырья и от организации теплообмена с сырьем в зоне подогрева.
При отсутствии в зоне подогрева теплообменных устройств материал в результате незначительной поверхности теплообмена забирает меньше тепла, чем он мог бы теоретически принять от газов, и температура газов на выходе из печи остается высокой (500 °C — 600 °C) даже при обжиге влажного мела. При обжиге карбонатных пород (влажность 2 % — 4 %) температура отходящих газов из печи длиной 75 м составляет 700 °C — 800 °C.
Применение внутренних теплообменников позволяет интенсифицировать конвективный теплообмен в зоне подогрева, и температура отходящих газов снижается до 350 °C — 400 °C. Температура материала по длине печи растет при этом значительно быстрее, и длина зоны подогрева сокращается, а длина зоны обжига увеличивается. Поэтому применение внутренних теплообменных устройств позволяет на 10 % — 15 % увеличить производительность печи при одновременном снижении удельного расхода топлива на 20 % — 25 % за счет лучшего использования тепла печных газов.
Значительный эффект достигается при установке за короткой вращающейся печью запечного теплообменника, например конвейерной решетки. При этом сушка и подогрев материала до температуры 700 °C — 750 °C происходит на конвейерной решетке, куда печные газы поступают с температурой 900 °C — 1000 °C, а после двойного просасывания через слой выходят с температурой 350 °C — 380 °C. Из-за подсосов холодного воздуха в теплообменнике температура газов обычно равна 200 °C — 250 °C. Дальнейшее нагревание сырья до температуры 900 °C происходит на коротком участке зоны подогрева печи.
Выходящие из зоны подогрева печи газы при правильной организация процесса обжига содержат 26 % — 28 % углекислого газа (CO2) и 1,0 % — 1,5 % кислорода (O2).
Зона обжига длинной вращающейся печи занимает 25 % — 30 %, а короткой — 50 % — 75 % общей длины корпуса печи. В зоне обжига происходит сгорание топлива и завершаются основные физико-химические реакции разложения карбонатного сырья.
Ввиду малого времени пребывания материала в зоне обжига (30–45 мин) его нагревают до температуры 1200 °C, при которой реакция разложения CaCO3 происходит достаточно быстро. В результате сырье успевает почти полностью диссоциировать и содержание активных CaO + MgO в воздушной извести обычно составляет 90 % — 99 %.
Для обеспечения быстрого нагрева материала максимальную температуру газов поддерживают на 250 °C — 300 °C выше температуры материала. Передача тепла материалу происходит от факела и поверхности футеровки печи. От факела тепло передается материалу лучеиспусканием и конвекцией, от футеровки преимущественно теплопроводностью.
В конце зоны обжига расположен порог высотой 200–500 мм, иногда на расстоянии 16–18 м от него устраивают второй порог. Применение кольцевых порогов (местных сужений внутреннего диаметра печи) улучшает характеристики процесса обжига за счет увеличения времени пребывания материала в зоне высоких температур и уменьшения потерь тепла излучением факела в холодный конец печи. В итоге устройство двух-трех порогов в печи позволяет на 5 % — 10 % повысить ее производительность и несколько снизить удельный расход топлива на обжиг.
Длину и расположение зоны обжига регулируют длиной и формой факела, а также тягой дымососа. Сжигание топлива в факеле организуют при общем коэффициенте избытка воздуха от 1,05 до 1,15. Смещение зоны обжига к холодному концу печи увеличивает потери тепла с отходящими газами, а смещение ее к горячему концу приводит к уменьшению длины зоны обжига и появлению в связи с этим потери тепла с выходящей известью.
Зона предварительного охлаждения занимает 5 % длины печи и расположена непосредственно за зоной обжига. Ввиду незначительной длины зоны материал на выходе из нее имеет температуру 900 °C — 1000 °C и физическое тепло отдает вторичному воздуху в основном в рекуператорном или барабанном холодильнике. Воздух нагревается в зоне предварительного охлаждения до температуры 600 °C — 700 °C, что способствует повышению температуры факела и лучшему использованию тепла в целом.
В холодильнике печи известь охлаждается до температуры 250 °C — 300 °C (рекуператорный) или 120 °C — 150 °C (барабанный). Холодный воздух, поступающий в холодильник из окружающей среды, нагревается в нем до 400 °C — 500 °C.
2.3.2.4 Автоматизация вращающихся печей
Одним из основных способов интенсификации процесса производства извести во вращающейся печи является автоматизация основного и вспомогательного технологического оборудования и процесса обжига. Уровень автоматизации производственного процесса при этом может быть различным.
На рисунке 2.15 представлены элементы системы автоматического контроля и регулирования процесса обжига извести во вращающейся печи без запечного теплообменника, оборудованной рекуператорным холодильником и работающей на природном газе.
Схема теплового контроля предусматривает автоматическое измерение и запись на диаграмме приборов расхода природного газа, разрежения в горячей головке печи и пылеосадительной камере, температуры газов в зоне обжига, в пылеосадительной камере и перед дымососом, температуры материала перед зоной обжига, содержания кислорода в отходящих газах. Так же осуществляется тепловизионный контроль за распределением температур по корпусу печи (осуществляется сканирующим тепловизором).
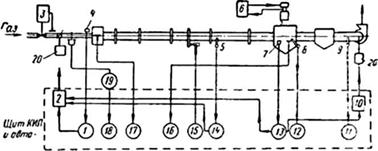
1 и 14 — потенциометры; 2 — регулятор температуры; 3 —
регулятор давления; 4 — радиационный пирометр; 5, 8 и 9 — термометры;
6 — регулятор загрузки печи сырьем; 7 — газоотборное устройство; 10 —
регулятор полноты сжигания топлива; 11, 12 — милливольтметры
пирометрические; 13 — газоанализатор на кислород; 15 — сигнализирующий
термометр; 16, 17 — тягомеры мембранные показывающие; 18 — расходомер;
19 — дифференциальный манометр;
20 — исполнительный механизм
Рисунок 2.15 — Схема системы автоматического контроля и регулирования процесса обжига извести во вращающейся печи без запечного теплообменника
Расход природного газа измеряется мембранным дифференциальным манометром и регистрируется вторичным прибором — расходомером. Разрежение по тракту измеряется при помощи мембранных манометров (тягомеров). Температура в зоне обжига измеряется радиационным пирометром, показания которого записываются автоматическим потенциометром. Температура газового потока в пылевой камере и дальше по газовому тракту измеряется термопарами и термометром сопротивления.
Температуру материала внутри вращающейся печи перед зоной обжига может измеряться комплектом, состоящим из стандартного термоэлектрического термометра, помещаемого в карман, и автоматического потенциометра.
Содержание кислорода в отходящих печных газах измеряется автоматическим газоанализатором, снабженным записывающим прибором. Для непрерывного отбора, очистки и подачи в прибор пробы газа служит газоотборное устройство, устанавливаемое в переходной или пылеосадительной камере.
Система автоматического регулирования (САР) (см. рисунок 2.15) предусматривает регулирование температуры в зоне обжига и полноты сгорания топлива, а также стабилизацию давления газа перед горелкой и количества подаваемого в печь сырья.
Температуру в зоне обжига регулируют следующим образом. При отклонении температуры в зоне обжига от заданного значения потенциометр 1 посылает в измерительную схему регулятора 2 электрический импульс и регулятор через исполнительный механизм 20 поворачивает регулирующую заслонку газопровода, увеличив или уменьшив подачу природного газа в печь.
Регулятор, кроме того, получает корректирующие импульсы при значительных отклонениях от заданной величины температуры материала перед зоной обжига (от потенциометра) и содержания кислорода в отходящих газах (от газоанализатора) и соответственно изменяет в определенных пределах подачу в печь топлива.
Полнота сгорания топлива в печи обеспечивается регулятором 10, который воздействует своим исполнительным механизмом 20 на направляющий аппарат дымососа. Например, при увеличении содержания O2 в отходящих газах измерительная схема регулятора, получающая сигнал от газоанализатора 13, выходит из равновесия и исполнительный механизм несколько прикрывает направляющий аппарат дымососа. При этом разрежение в горячей головке печи несколько снижается, что приводит к уменьшению поступления в печь вторичного воздуха и содержание O2 в отходящих газах снижается.
Регулятор 3 поддерживает давление в газопроводе, воздействуя на регулирующий орган (клапан, заслонку). Регулятор 6 получает импульс от датчика расхода материала в печь и воздействует на питатель, уменьшая или увеличивая его производительность. Таким образом он поддерживает постоянную величину подаваемого в печь сырья.
Сигнализирующий термометр подает световой или звуковой сигнал при повышении температуры масла в системе смазки главного привода печи выше допустимого значения.
2.3.3 Иные виды известеобжигательных печей
Помимо шахтных и вращающихся печей существуют и другие, редко используемые типы известеобжигательных устройств. Это печи кипящего слоя, циклонные печи [6], [7].
Печи кипящего слоя позволяют получать известь высокого качества при обжиге мелкодробленой и пылевидной карбонатной породы фракции 0,2…0,6; 0,2…3; 3…12; 12…25 мм. При выборе карбонатного сырья для обжига в печи кипящего слоя важным является величина изменения размеров частиц извести по отношению к размерам исходного материала. Величина этого изменения в ряде случаев может влиять на оценку пригодности имеющегося сырья для выпуска извести необходимого фракционного состава.
В печах кипящего слоя можно использовать твердое, жидкое и газообразное топливо. Недостатком данных печей является безвозвратный пылеунос (до 30 %).
Циклонные печи для производства извести имеют ряд преимуществ перед короткими вращающимися печами с запечными подогревателями сырья: отсутствие металлоемкого вращающегося оборудования, низкий расход топлива и высокий КПД установки (до 60 %), высокий коэффициент использования во времени (95…96 %), использование тонкодисперсного материала (0, …, 0,1 мм), что позволяет создать малоотходную переработку карбонатного сырья в карьерах. Недостаток такой печи — низкая активность извести из-за рекарбонизации.
2.4 Дробление и измельчение извести
Гранулометрия молотой извести варьируется от относительно грубой до очень тонкой. Помольные установки используются те же, что для измельчения сырья (см. раздел 2.1.2).
2.5 Производство гашеной извести
Гашение комовой извести в пушонку, известковое тесто и молоко обычно осуществляют на заводе-потребителе или вблизи от строительной площадки (растворные узлы).
Централизованное производство пушонки имеет ряд преимуществ: известь выпускается более высокого качества и низкой себестоимости, получаемая производителем пушонка представляет собой готовый продукт, гидратная известь удобнее транспортируется и точнее дозируется, чем комовая негашеная, значительно увеличиваются сроки хранения извести.
Гашение комовой извести в пушонку производят ручным и механизированным способом. Вручную известь гасят методом опрыскивания слоя комовой извести или методом погружения в воду извести, находящейся в металлической корзине. Оба эти способа дорогие и нерациональные по сравнению с механизированным.
Гашение извести в пушонку осуществляется в гидраторах периодического и непрерывного действия.
Гидратор непрерывного действия (см. рисунок 2.16) состоит из горизонтально расположенного стального барабана, вращающегося лопастного вала с приводной шестерней, цилиндрического сита, скруббера и привода.
Барабан гидратора снабжен рубашкой, заполненной минеральным маслом, которое предназначено для выравнивания температурного режима по длине барабана. Нижняя часть барабана футерована изнутри броневыми листами. Лопастный вал имеет трубчатую форму. На валу укреплены двадцать четыре лопасти, установленные под углом. Вал вращается в роликоподшипниках, смонтированных в торцовых крышках барабана.
Дробленая или молотая известь через загрузочную воронку поступает во вращающееся цилиндрическое сито, в которое поступает в необходимом количестве вода. Вода при температуре 80 °C вспрыскивается в сито через отверстия полого вращающегося вала.
Образующийся при гашении порошок проваливается сквозь отверстия сита в пространство между корпусом и ситом, подхватывается расположенными на внешней поверхности сита спиральными лопастями и перемещается во второй отсек барабана, где интенсивно перемешивается лопастями и транспортируется к выходному патрубку. Непогасившиеся в сите частицы (недожог, пережог и посторонние примеси) удаляются из него в отвал через отверстие в передней части аппарата.
Образующиеся при гашении пары удаляются в скруббер. При этом они увлекают за собой известковую пыль. В скруббере установлены сопла, через которые вспрыскивается вода. Проходя через водяную завесу, известковая пыль превращается в известковое молоко, которое стекает в гидратор и участвует в процессе гашения.
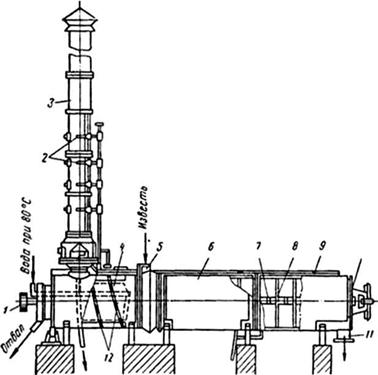
1 — приводная шестерня вала; 2 — сопла; 3 — скруббер;
4 — цилиндрическое сито; 5 — загрузочная воронка; 6 — стальной
барабан; 7 — лопастный вал;
8 — лопасти; 9 — рубашка; 10 — крышка;
11 — патрубок выхода гашеной извести; 12 — спиральные лопасти
Рисунок 2.16 — Гидратор непрерывного действия
Таким образом, весь процесс гашения извести протекает в две стадии: на первой стадии (в камере с цилиндрическим ситом) происходит увлажнение и гашение извести, рыхление ее паром и превращение в горячий порошок, на второй стадии (в камере с мешалкой) завершается процесс гашения извести за счет оставшейся влаги и происходит сушка пушонки.
2.6 Складирование готовой продукции
Современный известковый комбинат выпускает известь комовую, гидратную (пушонку), молотую с добавками и известняковую муку для сельского хозяйства. Предприятия большой мощности имеют отдельные склады под каждый вид выпускаемой продукции. Емкость склада выбирается из конкретных условий продолжительности хранения продукции не более 5–10 сут.
В качестве примера на рисунке 2.17 показан склад комовой извести емкостью 2000 т с галереей выдачи продукции. В настоящее время существуют более современные установки. Склад состоит из шести силосов комовой извести, двух галерей с ленточными транспортерами и двух погрузочных машин.
Силос комовой извести представляет собой цилиндрическую банку со стенками из монолитного железобетона. Емкость банки — 330 м3, диаметр — 6 м, высота — 15,8 м. Для снижения запыленности помещения при загрузке силосов комовой известью предусмотрена аспирационная система.
Известь загружают в силос передвижным реверсивным ленточным конвейером, а выгружают при помощи электровибрационных питателей и ленточного транспортера, который подает известь в бункер погрузочной машины. Погрузочная машина грузит известь в крытые железнодорожные вагоны.
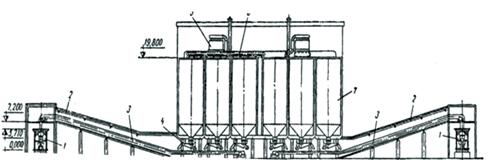
1 — погрузочные машины; 2 — галереи; 3 — ленточные
транспортеры;
4 — электровибрационные питатели; 5 — аспирационная система;
6 — реверсивный ленточный конвейер; 7 — силос
Рисунок 2.17 — Склад комовой извести емкостью 2000 т
Склады молотой извести и известняковой муки состоят из однотипных сооружений и оборудования. Склад молотой извести емкостью 2000 т (см. рисунок 2.18) состоит из четырех силосов емкостью 500 т каждый, снабженных аспирационной системой. Железобетонная банка силоса имеет высоту 20,6 м при диаметре 6 м.
Силосы загружаются пневмотранспортом по трубопроводу. Молотая известь распределяется по банкам с помощью двухходовых переключателей. Наполнение силосной банки известью контролируется по сигнализаторам нижнего и верхнего уровня. При наполнении банки известью до верхнего уровня загорается сигнальная лампочка и оператор отключает силос от питающего трубопровода.
Известь выгружается из силоса двумя пневматическими боковыми разгружателями через выпускные отверстия, устроенные в нижней части банки. Выдача извести со склада предусматривается в автомобильный и железнодорожный транспорт.
Известь перекачивают из центрального выгрузочного отверстия банки при помощи разгрузочных шнеков и пневмотранспортного шнека, который направляет известь в бункер пневмовинтового насоса. Пневмовинтовой насос подает порошкообразный материал по трубопроводу пневмоперекачки в тот же бункер или другой, заполняя его сверху.
Аспирационные системы, установленные на силосных складах, отсасывают запыленный воздух в местах загрузки силосов. Очистка воздуха осуществляется в рукавных фильтрах.
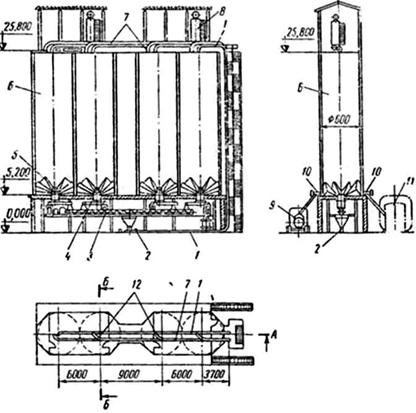
1 — трубопровод пневмоперекачки; 2 — пневмовинтовой
насос; 3 и 4 — шнеки; 5 — воздухораспределительные коробки; 6 — силос;
7 — трубопровод;
8 — аспирационная система; 9 — автомобильный транспорт;
10 — пневматические боковые разгружатели с дистанционным управлением; 11 —
железнодорожный транспорт; 12 — двухходовые переключатели
Рисунок 2.18 — Склад молотой извести емкостью 2000 т
2.7 Контроль качества готовой продукции
2.7.1 Контроль качества негашеной извести
Каждые два часа из печи отбирают известь в количестве около 50 кг, методом квартования получают пробу 5 кг и помещают ее в герметически закрываемый сосуд. Первичную пробу извести (20 кг), отобранную за смену, методом квартования сокращают до 5 кг, получая среднюю пробу, которую и испытывают.
Среднюю пробу комовой извести разбивают на куски до 20 мм, перемешивают и последовательным квартованием отбирают 500 г, которые измельчают до полного прохождения сквозь сито. От просеянной пробы отбирают квартованием 60 г извести, растирают ее в ступке до полного прохождения сквозь сито и хранят в герметически закрытом сосуде.
Среднюю пробу порошкообразной извести перемешивают и последовательным квартованием отбирают 300 г, которые помещают в герметически закрываемый сосуд.
Полученный порошок используют для испытаний в соответствии с ГОСТ 9179—77 [12].
Для определения суммарного содержания активных CaO и MgO при содержании в извести MgO до 5 % применяют реактивы и растворы: кислота соляная, 1Н‑раствор; однопроцентный спиртовой раствор фенолфталеина.
Для определения содержания непогасившихся зерен из 1 кг негашеной извести готовят известковое тесто и выдерживают его в течение 24 ч, затем разбавляют водой до состояния известкового молока и пропускают через сито, одновременно промывая слабой непрерывной струей воды и слегка растирая кусочки стеклянной палочкой с резиновым наконечником. Остаток на сите высушивают при температуре 105 °C — 110 °C до постоянного веса. Полученный остаток в граммах, деленный на 10, дает содержание непогасившихся зерен в процентах.
Чтобы определить время гашения извести, берут сосуд Дьюара, представляющий собой колбу емкостью 0,5 л, и помещают его в коробку. Пространство между сосудом Дьюара и стенками коробки заполняют теплоизоляционным материалом (асбестовой мелочью, минеральной ватой и т. п.).
10 г измельченной извести помещают в сосуд Дьюара, вливают в него 20 мл воды температурой 20 °C и закрывают пробкой, в которой плотно закреплен ртутный термометр со шкалой 0 °C — 150 °C и длиной хвостовой части 100–150 мм. При этом наблюдают, чтобы ртутный шарик термометра был погружен в реагирующую смесь.
Смесь в сосуде взбалтывают и оставляют в покое. Через каждые 30 с с момента добавления воды отмечают температуру реагирующей смеси. Наблюдения ведут до достижения максимальной температуры и начала ее падения.
За время гашения принимают интервал времени в минутах от момента добавления воды к извести до начала снижения максимальной температуры.
Испытание по определению остаточной потери при прокаливании извести (П.П.П.) проводят для определения величины «недожога» извести или степени декарбонизации сырья при обжиге. При достаточно полном разложении карбонатных пород остаточные П.П.П. составляют 2 % — 7 %.
Результаты всех испытаний заносят в журнал контроля качества извести.
2.7.2 Контроль качества гашеной извести
Качество гашеной извести оценивают по четырем показателям: суммарному содержанию CaO и MgO, содержанию углекислоты CO2, влажности и дисперсности.
Суммарное содержание окисей кальция и магния гашеной извести определяют таким же методом, как и для комовой извести (см. раздел 2.7.1).
Влажность пушонки определяют таким методом: 10 г гашеной извести, отвешенной на технических весах, помещают в фарфоровый стакан и выдерживают в сушильном шкафу при температуре 105 °C — 110 °C до постоянного веса. Стакан в процессе сушки накрывают воронкой. Первое взвешивание производят после нагревания в течение 2 ч, повторные взвешивания делают через каждые 40 мин. Перед взвешиванием стакан с навеской охлаждают в эксикаторе в течение 20 мин.
Дисперсность гидратной извести определяют так. 50 г пробы извести, предварительно высушенной до постоянного веса при 105 °C — 110 °C, просеивают сквозь сита. Просеивание считается законченным, если при дополнительном просеивании в течение 1 мин сквозь указанное сито проходит не более 0,1 г материала. Остаток на сите в граммах, умноженный на 2, соответствует содержанию зерен данной крупности в процентах.
Содержание углекислоты в извести определяют по ГОСТ 22688—77 [21].
В зависимости от результатов испытания гидратная известь соответствует первому или второму сорту. Данные испытаний средних проб заносятся в журнал контроля качества продукции.
2.7.3 Контроль качества продукции на складе
От каждой партии извести, хранящейся на складе или отгружаемой потребителю, отбирают первичную пробу весом не менее 20 кг. При контроле комовой извести пробу отбирают примерно равными частями не менее чем из 10 различных мест по всей толщине извести: из верхнего, среднего и нижнего слоя. При контроле молотой извести в мешках пробу отбирают из 10 мешков из разных мест штабеля, примерно по 2 кг из каждого мешка. При контроле гашеной извести пробу отбирают примерно равными частями не менее чем из 5 различных мест по всей толщине извести: из верхнего, среднего и нижнего слоя извести, примерно по 2 кг из каждого места.
Отобранную первичную пробу комовой, молотой или гашеной извести квартуют и делят на две равные части. Одну из проб извести испытывают, другую — помещают в герметически закрываемый сосуд, который опечатывают и хранят в течение 15 дн на случай арбитражных испытаний.
Если при испытании средней пробы установлено несоответствие ее хотя бы одному из требований стандарта на известь, то необходимо провести повторные испытания, результаты которых следует считать окончательными.
2.8 Производственные вредности
Санитарно-гигиенические условия труда на известковом предприятии характеризуются следующими специфическими вредностями производства: запыленностью воздуха при загрузке материалов в печь, выгрузке извести из печей, транспортировании, складировании, дроблении, помоле каменного угля, карбонатной породы и извести; загазованностью воздуха и повышенной температурой в печном отделении.
Согласно постановлению ГГСВ Российской Федерации от 30 апреля 2003 г. № 76 ПДК кальций оксида в воздухе рабочей зоны составляет 1 мг/м3, допускаемая концентрация пыли для производственных помещений составляет для извести 3 мг/м3, для известняка 6 мг/м3, для угля 10 мг/м3. Известковая пыль, действуя на организм человека, разъедает ткани и вызывает ожоги, иногда тяжелого характера, изъязвление верхних дыхательных путей, воспаление легких. Попадание известковой пыли в глаза в некоторых случаях вызывает стекловидный оттек и помутнение роговицы. Индивидуальными средствами защиты от воздействия известковой пыли являются защитные очки, респираторы, марлевые повязки.
При нарушении режима сжигания топлива в печных агрегатах возможно отравление обслуживающего персонала продуктами его горения. Наиболее опасными газами, выделяющимися при неполном сгорании топлива, является оксид углерода (CO). Индивидуальным средством защиты от воздействия оксида углерода является шланговый противогаз.
Перевод шахтных печей с твердого топлива на природный газ значительно снижает запыленность рабочих мест, территории предприятия и окружающей местности, а также ликвидирует ряд ручных операций при обслуживании тепловых агрегатов. Внедрение в производство извести мощных шахтных и вращающихся печей с эффективной системой обеспыливания всей технологической линии, оборудованных совершенной системой автоматического регулирования процесса обжига и системой управления всеми механизмами с диспетчерского пульта, позволит полностью устранить вредное влияние извести на организм обслуживающего персонала.
Совершенствование технологических схем производства извести должно сопровождаться, помимо автоматизации процесса, максимально возможным исключением из них пересыпных узлов, сокращением путей транспортирования материала, высоты его подъема и сброса, улучшением обслуживания складских емкостей и совершенствованием погрузочно-разгрузочных средств.
Раздел 3. Текущие уровни эмиссии в окружающую среду
К промышленным источникам эмиссий в окружающую среду относится любой завод, печь, технологический процесс, потребляющий электроэнергию и выделяющий в окружающую среду загрязняющие вещества. Точечные источники — предприятия со специальным учетом и инвентаризацией выбросов/сбросов [13], [16], [17].
Производство извести является источником значительного энергопотребления и выбросов в атмосферу. Основной технологический процесс — обжиг карбонатного сырья происходит следующей химической реакции:
|
CaCO3 |
+ |
178 кДж |
= |
CaO |
+ |
CO2 |
|
1 |
|
2 |
|
3 |
|
4 |
|
сырье (материал) |
|
топливо |
|
продукт |
|
выбросы |
Кроме дымовых газов в атмосферу уносятся частички готового продукта (извести) в виде пыли. Вторичные технологические процессы: подготовительное грохочение известняка, дробление, измельчение и гашение извести, транспортировка, хранение, выгрузка продукта — тоже являются источниками энергопотребления и выбросов в атмосферу, но в меньшей степени.
В качестве сырья для производства извести используют карбонатные породы с содержанием CaCO3 + MgCO3 от 84 %. Количество известняка, используемого на одну тонну извести, зависит от:
- качества известняка (физико-химических параметров);
- качества получаемой извести (степени обжига);
- количества потерь при загрузке, выгрузке из печи, пылеуноса с отходящими (дымовыми) газами;
- влажности.
Удельный расход карбонатного сырья при обжиге с учетом пылеуноса приведен в таблице 3.1.
Таблица 3.1 — Удельный расход карбонатного сырья при обжиге с учетом пылеуноса
|
Тип печи |
Единица |
Удельный расход |
|
|
Шахтные печи |
т/т |
1,6 |
1,8 |
|
Вращающиеся печи с запечным теплообменником |
т/т |
1,8 |
2,2 |
|
Длинные вращающиеся печи по сухому способу |
т/т |
2,0 |
2,4 |
|
Длинные вращающиеся печи по мокрому способу |
т/т |
2,2 |
2,9 |
Большие значения относятся к получению извести 1‑го сорта с содержанием CaO + MgO ≥ 90 %, меньшие — 3‑го сорта с содержанием CaO + MgO 70 % — 79 % по ГОСТ 9179—77 [12].
Величина пылеуноса зависит от подготовки сырья к обжигу. На многих российских предприятиях перед подачей известняка в печь отсевают фракции ниже нижнего предела. Это улучшает процесс обжига в печи, снижает пылеунос и теплопотери, связанные с ним. Количество, уносимой из печи пыли, зависит от типа печи и прочности сырья. Показатели потерь в процентах от общей массы, загружаемого в печь материала, приведены в таблице 3.2. Данные взяты из ежегодных отчетов предприятий по производству извести.
Таблица 3.2 — Показатели потерь в процентах от общей массы, загружаемого в печь материала
|
Тип печи |
Единицы |
Количество потерь карбонатной породы в процессе обжига (пылеунос, просыпи) |
|
|
Мин. |
Макс. |
||
|
Шахтные |
% |
0,5 |
1 |
|
Вращающиеся с предварительным подогревом |
% |
4 |
6 |
|
Длинные вращающиеся |
% |
5 |
10 |
Процесс декарбонизации известняка/доломита/мела — эндотермический, идет с потреблением значительного количества энергии. В себестоимости производства извести более половины расходов составляют затраты на электроэнергию и топливо.
|
Энергопотребление |
|
|
↓ |
↓ |
|
топливо на диссоциацию |
электроэнергия на работу печи |
На производство 1 т извести используется в среднем 3,2 ГДж тепла. Доломитовые известняки обжигаются при более низких температурах, следовательно, количество потребляемого тепла ниже на 5 % — 10 %.
3.2.1.1 Обжиг
Потребление топлива в процессе обжига зависит от следующих факторов:
- типа и конструкции печи;
- типа и конструкции горелочного устройства;
- степени диссоциации известняка/доломита (степени обжига);
- гранулометрического состава сырья;
- потерь обжигаемого материала (пылеунос, просыпи);
- влажности.
Удельный расход теплоты и условного топлива для получения извести 2‑го сорта с содержанием CaO + MgO равным 80 % приведен в таблице 3.3. Удельный расход условного топлива при производстве извести с содержанием активных CaO + MgO, отличающимся в ту или другую сторону от 80 %, определяется по формуле
кг/кг,
|
где |
qo |
— |
удельный расход условного топлива на получение извести с содержанием активных CaO + MgO, равным 80 % |
|
|
Aф |
— |
фактическое содержание активных CaO + MgO, %. |
Таблица 3.3 — Удельный расход теплоты и условного топлива для получения извести
|
Тип печи |
Удельный расход условного топлива на 1 т извести, т/т |
Удельный расход тепла на 1 т извести, ГДж/т |
||
|
Мин. |
Макс. |
Мин. |
Макс. |
|
|
Шахтные печи , работающие на угле |
0,125 |
0,155 |
3,7 |
4,6 |
|
Шахтные печи, работающие на природном газе |
0,158 |
0,204 |
4,6 |
6,0 |
|
Вращающиеся печи с запечным теплообменником |
0,200 |
0,260 |
5,9 |
7,7 |
|
Длинные вращающиеся печи, работающие по сухому способу |
0,210 |
0,245 |
6,2 |
7,2 |
|
Длинные вращающиеся печи, работающие по мокрому способу |
0,240 |
0,315 |
7,0 |
9,2 |
3.2.2.1 Обжиг
Расход электроэнергии при обжиге складывается из энергопотребления погрузочно-разгрузочных транспортеров, скиповых подъемников, приводов печей, приводов холодильников, дымососов, очистительного оборудования.
Удельный расход электроэнергии на производство 1 т извести печами разного типа (конструкции) приведен в таблице 3.4.
Таблица 3.4 — Удельный расход электроэнергии на производство 1 т извести печами разного типа (конструкции)
|
Тип печи |
Единица |
Удельный расход электроэнергии |
|
|
Мин. |
Макс. |
||
|
Шахтные печи пересыпные |
кВтч/т |
7 |
22 |
|
Двухшахтные регенеративные |
кВтч/т |
22 |
40 |
|
Вращающиеся с запечным подогревателем |
кВтч/т |
22 |
58 |
|
Длинные вращающиеся печи |
кВтч/т |
20 |
60 |
3.2.2.2 Дробление и измельчение извести
Энергопотребление при помоле и измельчении зависит от двух главных факторов:
- размера получаемой фракции;
- типа помольного оборудования, классифицирующего оборудования.
Так, при дроблении извести до размера 10–20 мм, энергопотребление составляет 0,7–4 кВт на тонну готового продукта, при измельчении до фракции менее 1 мм — 10–40 кВт.
3.2.2.3 Гидратация (гашение) извести
Гидратация извести идет с выделением тепла и образованием водяного пара.
|
CaO |
+ |
H2O |
= |
Ca(OH)2 |
+ |
67 |
кДж/моль |
|
56 |
|
18 |
|
74 |
|
|
|
В соответствии с химической реакцией для гашения 1 кг CaO теоретически необходимо 0,321 кг H2O. Гидратация — процесс экзотермический, идет с выделением тепла, под воздействием которого часть воды расходуется на образование пара. На производстве гашеной извести (пушонки) расходуется 0,321–0,6 т воды на одну тонну извести. Энергопотребление по разным предприятиям составляет от 5–30 кВт на 1 т негашеной извести.
В зависимости от специфики производственного процесса предприятия по производству извести осуществляют выбросы загрязняющих веществ в атмосферу, сточных вод в водные объекты. Их деятельность приводит к образованию твердых отходов, на окружающую среду воздействуют шум и запах.
Классификация выбросов в атмосферу при производстве извести:
|
а) основные организованные выбросы: |
- пыль, оксиды углерода (CO); |
|
- CO2, оксиды азота NOx (NO + NO2); |
|
|
- оксиды серы SOx; |
|
|
б) прочие организованные выбросы: |
- хлористый водород (HCI); |
|
- фтористый водород (HF); |
|
|
- тяжелые металлы; |
|
|
- полихлорированные дибензолдиоксины (ПХДД); |
|
|
- полихлорированные дибензолфураны (ПХДФ); |
|
|
- сажа (C); |
|
|
- органические соединения; |
|
|
в) неорганизованные выбросы: |
- пыль при погрузочно-разгрузочных работах; |
|
- открытом хранении пылящих веществ; |
|
|
- негермитичности стыков на оборудовании; |
|
|
- водяной пар из градирен и гидраторов при гашении извести. |
Состав загрязняющих выбросов и концентрация вредных веществ зависят от:
- химического состава карбонатной породы;
- вида используемого топлива;
- типа печи и параметров ее работы;
- качества работы очистного оборудования.
Химический состав карбонатной породы
Содержание в известняке/доломите/меле примесей серы, фтора, хлора тяжелых металлов, органических соединений влияет на состав отходящих газов. Чем выше их содержание в сырье, тем выше их концентрация в отходящих газах.
Одним из основных факторов, определяющих состав выбросов в атмосферу, является вид используемого топлива. Виды топлива и продукты их сжигания приведены в таблице 3.5.
Таблица 3.5 — Виды топлива и продукты их сжигания
|
Твердое топливо |
Мазут |
Природный газ |
|||
|
Конечный продукт |
Продукты |
Конечный |
Продукты |
Конечный продукт |
Продукты неполного сгорания |
|
CO2 |
CO |
CO2 |
CO |
CO2 |
CO |
|
SO2 |
NO |
NO2 |
NO |
NO2 |
NO |
|
NO2 |
C (сажа, изменяет цвет дыма) |
SO2 |
C (сажа) |
CH4 |
|
|
H2O |
|
H2O |
|
|
|
|
Угольная зола |
|
SO3− |
|
|
|
Типы печей и параметры их работы
При выборе печи учитывают следующие факторы:
- возможность обжига в печи данной конструкции карбонатных пород с имеющимся гранулометрическим составом;
- возможность получения извести определенной степени обжига и реакционной способности.
Параметры технологического процесса подбирают так, чтобы обеспечить минимальный расход топлива и максимальный обжиг известняка/доломита/мела. Коэффициент избытка воздуха, требуемого для полного сгорания топлива во вращающихся и шахтных известеобжигательных печах равен 1,15–1,25, а в шахтных пересыпных печах 1,05–1,15. Коэффициент избытка воздуха перед дымососными установками вращающихся печей составляет:
- для длинных печей, работающих по мокрому способу, — 1,6–1,8;
- для вращающихся печей с запечным подогревателем сырья — 1,4–1,5.
Температурный профиль в печи определяется соотношением газовой составляющей и твердого материала и влияет на содержание NO2, NO, СO в выбросах в атмосферу.
Обжиговые печи, дробильное, измельчающее оборудование и гидраторы комплектуются пылеуловителями и пылесборниками. К ним относятся пылевые камеры, циклоны, мокрые скрубберы, тканевые фильтры, электростатические и гравийные фильтры. На российских предприятиях по производству извести установки, применяемые для улавливания загрязняющих веществ, двух или трехступенчатые. В качестве первой ступени применяется пылеосадительная камера, в качестве второй ступени — циклоны, в качестве третьей ступени — рукавные фильтры и электрофильтры. Компановка систем осуществляется по разомкнутой системе, запыленный поток проходит аппараты всех ступеней очистки, а затем выбрасывается в атмосферу через дымовую трубу. Для процесса гашения извести используют мокрые скрубберы и мешочные фильтры. Выбор очистного оборудования зависит от конструкции печи и используемого топлива.
Характерные эмиссии в атмосферу приведены в таблице 3.6.
Таблица 3.6 — Характерные эмиссии в атмосферу
|
Вход |
Процесс |
Выход |
Основное оборудование |
Эмиссии |
|
Карбонатный щебень (CaCO3 + MgCO3), уголь, природный газ, жидкое топливо |
Производство комовой извести |
Комовая известь (CaO + MgO) |
Шахтные, вращающиеся печи |
Оксид азота (NО), диоксид азота (NO2), диоксид серы (SO2) (сернистый ангидрит), оксид углерода (CO), диоксид углерода (CO2), углерод (C) (сажа), тяжелые металлы (As, Сd, Cu, Mn, Hg, Sn, Tl, V, Cr, Sb, Se, Co, Pb, Zn), пыль неорганическая (до 20 % SiO2) |
|
Комовая известь (CaO + MgO) |
Производство дробленой извести |
Дробленая известь (до 20 мм) |
Дробилки, классификаторы, грохота |
Неорганическая пыль (до 20 % SiO2) |
|
Комовая известь (CaO + MgO) |
Производство порошкообразной извести |
Известь (фракции 0,2 мм) |
Мельницы, классификаторы, грохота |
Неорганическая пыль (до 20 % SiO2) |
|
Комовая известь (CaO + MgO) |
Производство гидратной извести |
Гидратная известь (Ca(OH)2) |
Гидратор |
Неорганическая пыль (до 20 % SiO2), H2O |
3.3.1 ![]()
Пыль
3.3.1.1 Источники выбросов пыли
Обжиг
Пыль (твердые частицы) в известковых печах образуется при движении материала по печи, при растрескивании известняка в процессе диссоциации и в зоне охлаждения. Эта пыль состоит из частично обожженного известняка, активной извести, зольных остатков (при использовании твердого топлива). Обычно содержание активных CaO + MgO в этих выбросах составляет 3 % — 28 %. Количество образующейся пыли зависит от:
- гранулометрического состава материала;
- физико-механических свойств карбонатной породы;
- вида и типа охлаждающего оборудования;
- зольности твердого топлива.
Наличие мелких частиц в обжигаемом материале ухудшает процесс обжига, ведет к потерям тепла с уносимой пылью, ведет к снижению выхода готового продукта.
Твердость известняка
По шкале Мооса‑3, мел мягче известняка, более прочным являются доломиты. Истираемость этих пород при движении в печи — более 2 %. При выборе типа печи учитывают прочность материала. Так, при использовании пород с пределом прочности более 10 мПа рекомендуются шахтные печи, вращающиеся печи с шахтным подогревателем. Для материала с пределом прочности менее 10 мПа рекомендованы длинные вращающиеся печи, работающие по мокрому способу.
Обожженная известь из вращающихся печей охлаждается в барабанных и шахтных холодильниках. Наибольшее количество пыли образуется в барабанных холодильниках, значительно меньше — в шахтных. Все отходящие газы проходят очистку от пыли.
Пылеосадительные камеры устанавливаются после печи, улавливают крупные частички пыли. Их действие основано на использовании силы тяжести. Степень очистки по данным российских предприятий составляет 40 % — 60 %.
Циклоны, батарейные циклоны улавливают частички размером до 500 мкм, которые падают под действием центробежных сил. Коэффициент пылеулавливания в циклонах — 76 % — 85 %. Их используют для предварительной очистки перед электрофильтрами и рукавными фильтрами, которые улавливают частицы размером 1–5 мкм и имеют степень очистки при правильной технической эксплуатации 99,9 % (см. таблицу 3.7).
Предельная допустимая концентрация неорганической пыли с содержанием SiO2 до 20 % в выбросах в атмосферу составляет 0,5 мг/м3.
Таблица 3.7 — Степень очистки неорганической пыли
|
Наименование |
Единица измерения |
Масса выбросов ЗВ до очистки на единицу продукции |
Источники выбросов |
Метод очистки |
Масса выбросов ЗВ после очистки на единицу продукции |
||
|
Диапазон |
Среднее значение |
Диапазон |
Среднее значение |
||||
|
Пыль |
кг/т |
1,1–8,8 |
4,95 |
Шахтная печь пересыпная |
Циклонные фильтры |
0,12–0,50 |
0,31 |
|
Пыль |
кг/т |
7,80–8,80 |
8,3 |
Одношахтная прямоточно-противоточная регенеративная |
Электрофильтры |
0,30–0,40 |
0,35 |
|
Пыль |
кг/т |
9,2–16,2 |
12,7 |
Двухшахтная прямоточно-противоточная регенеративная |
Рукавные фильтры |
0,03–0,05 |
0,04 |
|
Пыль |
кг/т |
1,1–24,0 |
12,55 |
Вращающиеся с запечным теплообменником |
Пылевая камера + циклон + электрофильтры |
0,03–0,13 |
0,08 |
|
Пыль |
кг/т |
1,25–6,25 |
3,75 |
Длинная вращающаяся по мокрому способу |
Электрофильтр |
0,11–0,14 |
0,13 |
![]()
Дробление и измельчение извести
На большинстве российских предприятий в цехах дробления и помола извести используют воздушные классификаторы, сепараторы. Готовый продукт удаляется потоком воздуха, который затем очищается в скрубберах, циклонах и рукавных фильтрах. Содержание пыли в таком воздухе по данным предприятий до очистки достигает 8 г/м3. В зависимости от типа очистного оборудования уровень пылевыбросов составляет 10–50 мг/м3. На 1 т произведенной продукции образуется 1,2–1,6 кг пыли, которая собирается и, в зависимости от качества, подается снова на классификацию или в готовый продукт.
Гидратация извести
Известковая пыль, образующаяся при гидратации извести, тонкодисперсная. Учитывая особенности процесса гашения, где в воздухе наряду с пылью присутствуют пары воды, используют мокрые скрубберы и рукавные фильтры. На производство 1 т гашеной извести используется около 800 м3 воздуха. Содержание пыли в таком воздухе составляет по эксплуатационным показателям до 2 г/м3, что в пересчете на 1 т произведенной гидратной извести составляет 1,6 кг/т. Выбросы в атмосферу после мокрых скрубберов составляет 10–20 мг/м3.
Вспомогательные процессы
Предварительное дробление, грохочение, транспортировка, отгрузка, хранение извести тоже являются источниками выбросов пыли. Эти места укрываются, оснащаются очистительным оборудованием, воздух перечисленных мест проходит через рукавные фильтры. Собранная пыль, в зависимости от качества, возвращается в техпроцесс или в готовый продукт. При отгрузке извести в вагоны и автотранспорт используют мягкие загрузочные рукава, которые соединены с пылесборниками.
Шахтные печи
При сжигании природного газа, угля, жидкого топлива вся масса топлива превращается в отходы, при этом продукты сгорания превышают массу топлива за счет включения кислорода и азота воздуха. Если выбросы вредных веществ в атмосферу принять за 100 %, то окислы азота составляют среди них 30 % — 35 %. Под NOx понимают смесь окислов NO и NO2, которые приводятся в пересчете на NO2:
NOx (в пересчете на NO2) = 1,53 NO + NO2.
Расчет выбросов в соответствии с ОНД‑86 (пункт 1.5) производится с учетом химической трансформации в атмосфере NO в NO2. Определение содержания окислов азота в отходящих газах вызывает сложности, так как в процессе горения их образование зависит от температуры горения, времени пребывания продуктов сгорания в зоне генерации оксидов, от коэффициента избытка воздуха, технологии сжигания топлива. Формируются окислы азота NOx в обжиговых печах двух видов:
- термические — при высоких температурах из молекулярного азота воздуха;
- топливные — из азота в топливе, реагирующего с кислородом воздуха.
При определении валовых выбросов оксидов азота (NOx) ориентируются на их значения, полученные эксплуатационным путем.
Топливные окислы образуются при температурах выше 1000 °C, термические — при температурах выше 1500 °C: чем выше температура в зоне обжига, тем выше содержание NOx в отходящих газах:
N2 + O2 = NO;
N2 + 2O2 = 2NO2.
Химическая трансформация NO в NO2 начинается через 30 с после выброса из дымовой трубы и зависит от интенсивности солнечной радиации, температуры и других факторов метеоусловий:
NO + O2 = NO2.
Уровни выбросов окислов азота в пересчете на 1 т произведенной извести приведены в таблице 3.8. Данные взяты из ежегодных отчетов производителей извести в России.
Таблица 3.8 — Уровни выбросов окислов азота в пересчете на 1 т произведенной извести
|
Типы печей |
Единицы |
Выбросы NOx на 1 т извести |
|
|
Диапазон |
Среднее значение |
||
|
Шахтные |
кг/т |
0,3–1,26 |
0,78 |
|
Вращающиеся с запечным теплообменником |
кг/т |
0,8–8,0 |
4,4 |
|
Длинные вращающиеся |
кг/т |
1,5–10 |
5,75 |
Вращающиеся печи
Для сжигания топлива во вращающихся печах характерна организация длиннофакельного горения ввиду необходимости обеспечить определенное время пребывания обжигаемого материала в зоне высоких температур.
Температура факела в длинных вращающихся печах и во вращающихся печах с запечным теплообменником достигает 1500 °C — 1600 °C. Вследствие теплопередачи температура печных газов высокая, это приводит к увеличению уровня термических окислов. Для мертво обожженного доломита и известняка высокой степени обжига требуется поддерживание этих температур, при этом выбросы NOx находятся в диапазоне 200–2000 мг/м3. Большие значения концентраций NOx характерны для процесса розжига печи. Величина окислов азота, генерируемого из воздуха, определяется тепловыми и конструктивными параметрами топочного устройства, регулировкой сечения, типом и единичной производительностью горелки.
Шахтные печи
Температурный профиль этих печей отличается от вращающихся, обычно температура в зоне обжига менее 1400 °С. Короткое пламя в таких печах в сочетании с плохим перемешиванием способствует образованию окислов азота с концентрацией 100–420 мг/м3. Количество выбрасываемых дымовых газов составляет 3000 м3 на 1 т извести. При содержании O2 11 % выбросы NOx из таких печей составляют 0,3–1,26 кг на тонну извести.
Диоксид азота токсичное вещество, класс опасности в воздухе рабочей зоны — 3, ПДК — 2 мг/м3 [19].
Азота диоксид — красно-коричневый газ, едкого запаха, коррозионно активен.
Азота оксид — бесцветный газ, без запаха, в воздухе окисляется до NO2.
Концентрация NO2 в воздухе 15 мг/м3 вызывает раздражение глаз, при попадании в легкие соединяется с гемоглобином крови и вызывает отеки легких. Порог запаха — 0,2 мг/м3. Более 95 % оксидов азота попадают в атмосферу с продуктами сгорания топлива. Рекомендованные ВОЗ критерии по NO2:
- 40 мг/м3 — среднегодовая концентрация;
- 200 мг/м3 — для экспозиции за 1 ч.
Оксиды серы (SO2 и SO3) регистрируются как стабильные продукты высокотемпературного горения. Термодинамическое равновесие между ними определяется реакцией:
SO2 + 0,5O2 = SO3.
Источниками образования SO2 и SO3 являются:
- топливо (уголь, мазут, природный газ);
- известняки/доломиты, содержащие серу.
Анализы показали, что основным оксидом серы, образующимся при горении, является SO2. Дальнейшее превращение SO2 в SO3 может происходить в атмосфере, скорость мала. Эти окислы рассеиваются посредством высоких дымовых труб, впоследствии соединяясь с влагой, содержащейся в воздухе, становятся причиной кислотных дождей:
|
|
→ |
SO2 |
→ |
Соединяются с H2O |
→ |
Сернистая кислота (H2SO3) |
|
↑ |
|
↓ |
|
↓ |
|
|
|
Соединения серы |
|
|
|
|
|
|
|
↓ |
|
↓ |
|
↓ |
|
|
|
|
→ |
SO3 |
→ |
Соединяется с H2O |
→ |
Серная кислота (H2SO4) |
По справочным данным угли, используемые при обжиге, содержат серы:
- низкосернистые — 0,1 % — 1,5 %;
- среднесернистые — 1,5 % — 2,5 %;
- сернистые — 2,5 % — 4 %;
- высокосернистые — > 4 %.
Мазуты:
- малосернистые — 0,5 % — 1,0 %;
- сернистые — 2,0 %;
- высокосернистые — 2,0 % — 3,5 %.
В российских природных газах содержание серы по ГОСТ 5542—2014 — не более 0,036 мг/м3.
Сера в известняках и доломитах содержится в основном в виде сульфата кальция (CaSO4). Его содержание в известняках/доломитах, используемых в производстве извести, по месторождениям составляет 0 % — 0,2 %, в пересчете на 1 т производимой извести — 0 % — 0,1 %.
Не вся сера, содержащаяся в топливе и в обжигаемом сырье, уносится с отходящими газами. В обжиговых печах происходит абсорбция большей части оксидов серы активной негашеной известью с образованием сульфата кальция.
Вращающиеся печи с запечным теплообменником
Анализ отходящих газов вращающихся печей с запечным теплообменником, работающих на природном газе и использующих известняк с содержанием до 0,07 % CaSO4, показал выбросы оксидов серы 4–50 мг/нм3. Исходя из образования в печах такого типа отходящих газов 4000 нм3/т продукции (при условии O2 равном 11 %), удельный выброс SO2 составляет 0,016–0,2 кг/т извести.
Для шахтных печей характерен эффективный контакт между газовой средой печи и негашеной известью, что приводит к интенсивной абсорбции оксидов серы (SОx). Образующийся при этом сульфат кальция влияет на время гашения извести. Оно составляет 6–20 мин. Такая известь пригодна для производства газосиликата. Анализ отходящих газов печей, использующих твердое топливо с содержанием серы до 1 %, показал концентрацию оксидов серы 250–400 мг/нм3. В пересчете на 1 т извести выбросы в атмосферу из таких печей составляют 0,75–1,2 кг/т.
В печах такого типа производится низкосернистая известь, большая часть серы топлива и известняка/доломита в восстановительной атмосфере возгоняется и выносится с отходящими газами. При использовании в качестве топлива природного газа выбросы оксидов серы (SOx) составляют 15–50 мг/нм3. Для печей, использующих сернистый мазут, лежат в пределах 50–1500 мг/нм3. Исходя из образования отходящих газов в объеме 5000 нм3/т извести, удельный выброс SO2 составляет 0,25–7,5 кг/т.
Выбросы оксидов серы (SOx) по типам печей и по виду используемого топлива приведены в таблице 3.9.
Таблица 3.9 — Выбросы оксидов серы (SOx) по типам печей и по виду используемого топлива
|
Тип печи |
Единица |
Количество оксидов серы на 1 т извести |
|
|
Мин. |
Макс. |
||
|
Шахтные на твердом топливе |
кг/т |
0,709 |
1,2 |
|
Шахтные на природном газе |
кг/т |
0,25 |
1,0 |
|
Вращающиеся с запечным теплообменником на природном газе |
кг/т |
0,160 |
0,2 |
|
Длинные вращающиеся на мазуте |
кг/т |
0,25 |
7,5 |
![]()
SO2 — бесцветный газ с резким запахом. Действует на дыхательную систему и функции легких, вызывает раздражение глаз.
Окислы серы токсичны и коррозионно активны. Образуют в атмосфере аэрозоль серной кислоты. При вдыхании такого воздуха появляются насморк, кашель, охриплость, першение в горле и своеобразный привкус. Отравление сернистым газом вызывает удушье, расстройство речи, затруднение глотания. ПДКм.р. составляет 0,5 мг/м3, ПДКср.с — 0,05 мг/м3, ПДК в рабочей зоне — 10 мг/м3 [19], [20].
Рекомендованные ВОЗ критерии по SO2:
- среднесуточная — 20 мг/м3;
- средний уровень экспозиции за 10 мин — 500 мг/м3.
В процессе обжига известняков и доломитов образуется два оксида углерода: диоксид углерода (углекислый газ) (CO2) и оксид углерода (угарный газ) (CO).
Оксид углерода — вещество с остронаправленным механизмом действия, требующее автоматического контроля за его содержанием в воздухе [19].
ПДК оксида углерода в воздухе рабочей зоны — 20 мг/м3.При длительности работы в атмосфере, содержащей оксид углерода, не более 1 ч предельно допустимая концентрация оксида углерода может быть повышена до 50 мг/м3, при длительности работы не более 30 мин — до 100 мг/м3, при длительности работы не более 15 мин —200 мг/м3. Повторные работы при условиях повышенного содержания оксида углерода в воздухе рабочей зоны могут проводиться с перерывом не менее, чем в 2 ч [19].
3.3.4.1 Диоксид углерода
Диоксид углерода (CO2) — парниковый газ. Содержание его в атмосфере — 0,0393 % — 0,0397 %. Количество выброшенного в атмосферу диоксида углерода квотируется. CO2 в отходящих газах из обжиговых печей бывает двух видов:
- продукт разложения известняка/доломита;
- продукт горения топлива.
Основные химические реакции в производстве извести:
1) CaCO3 → CaO + CO2
При декарбонизации 1 т известняка CaCO3 образуется 0,56 т CaO и 0,44 т CO2. В пересчете на 1 т извести 0,44∙100/56 = 0,785 т CO2.
|
MgCO3·CaCO3 |
→ |
CaO∙MgO |
+ |
2CO2 |
|
184,3 |
|
96,3 |
|
88 |
На 0,963 т CaO·MgO образуется 0,880 т CO2, соответственно, на 1 т доломитовой извести выбрасывается 0,913 т CO2.
При изменении соотношения CaCO3 : MgCO3 необходимо сделать перерасчет.
2) CH4 + 2O2 → 2H2О + CO2 (полное горение природного газа)
СH4 + 2O2 → CO2 + 2H2O + CO + H2 + C
C + O2 → CO2 (горение твердого и жидкого топлива).
Количество CO2, выделяющегося при горении топлива, зависит от типа печи и горелочного устройства, от степени обжига материала (чем выше степень обжига, тем больше расход топлива), от полноты сгорания топлива. Выбросы диоксида углерода с учетом вида обжигаемого материала и расхода топлива на разных типах печей приведены в таблице 3.10.
Таблица 3.10 — Выбросы диоксида углерода с учетом вида обжигаемого материала и расхода топлива на разных типах печей
|
Тип печи |
Количество CO2 для кальциевой извести, т/т |
Количество CO2 для доломитовой извести, т/т |
Количество CO2 горения для кальциевой и доломитовой извести, т/т |
Общий выброс CO2, т/т |
|
Шахтные печи |
0,785 |
0,913 |
0,440–0,75 |
1,22–1,66 |
|
Длинные |
0,785 |
0,913 |
0,77–1,03 |
1,55–1,94 |
|
Вращающиеся печи с запечным теплообменником |
0,785 |
0,913 |
0,73–0,95 |
1,51–1,86 |
3.3.4.2 Оксид углерода
Одним из источников эмиссии CO в атмосферу являются предприятия по производству извести. Оксид углерода в атмосфере окисляется кислородом воздуха до CO2, процесс идет медленно, среднее время пребывания CO в воздухе составляет 6 мес. Измерения оксида углерода в отходящих газах производятся у основания дымовой трубы.
Оксид углерода в процессе горения углеродосодержащих веществ, в основном органического топлива, образуется при неполном горении топлива.
2С + O2 → 2СО
СH4 + O2 → CO2 + 2H2O + CO + H2 + C
На эффективность горения влияет коэффициент избытка воздуха ά, который приводится в технологических регламентах печи.
Шахтные печи
Причинами недожога могут быть неравномерное распределение воздуха, неправильная дозировка топлива и его неравномерное распределение по шихте, плохое перемешивание топлива с воздухом, понижение температуры в отдельных частях зоны обжига. При послойной загрузке известняка и топлива в шахтных печах увеличение концентрации CO объясняется повышением температуры в зоне горения топлива из-за отсутствия отбора тепла на разложение известняка/доломита и ростом восстановительной реакции:
CO2 + C = 2CO.
С ростом температуры растет и скорость этой реакции. Измерения концентраций CO в выбросах в атмосферу из печей такого типа показали 1000–2500 мг/м3, а некоторые значения достигали 2900 мг/м3. Исходя из образования отходящих газов в количестве 3000 нм3 на 1 т извести, выбросы CO составляют 7,3–8,9 кг/т.
Вращающиеся печи
Полнота сгорания топлива во вращающихся печах обеспечивается оптимизацией подготовки и подачи топлива, смешиванием с воздухом. Режимные карты работы печей регламентируют содержание O2 в отходящих газах соответственно коэффициенту избытка воздуха. Выбросы CO в таких печах кратковременно повышаются при технологических остановках печей, когда выключаются циклоны и фильтры. Проведенные инструментальные измерения CO в отходящих газах таких печей показали содержание 50–350 мг/м3, в пересчете на 1 т извести 0,2–1,4 кг/т для вращающихся печей с запечным теплообменником и 0,3–1,8 кг/т для длинных вращающихся печей.
Производство гидравлической извести
В европейских справочниках НДТ приводятся данные точечных измерений CO (O2 — 11 %) 4541–9555 мг/м3 в производстве гидравлической извести. Это объясняется содержанием органических веществ и более низким содержанием карбонатов кальция CaCO3 и MgCO3 в обжигаемом материале.
Количество CO в отходящих газах контролируется, так как высокие концентрации взрывоопасны. Кроме того, с оксидом углерода теряется определенное количество тепла. Это приводит к повышению расхода топлива.
Удельный выброс CO для разных печей приведен в таблице 3.11.
Таблица 3.11 — Удельный выброс CO для разных видов печей
|
Тип печи |
Единица |
Выбросы CO на 1 т извести |
|
|
Диапазон |
Среднее |
||
|
Шахтные пересыпные печи |
кг/т |
7,3–8,9 |
8,1 |
|
Длинные вращающиеся печи |
кг/т |
0,3–1,8 |
1,05 |
|
Вращающиеся печи с запечным теплообменником |
кг/т |
0,2–1,4 |
0,8 |
|
Шахтные кольцевые печи |
кг/т |
0,3–7,5 |
3,9 |
Оксид углерода — бесцветный газ, без запаха и вкуса, способен диффундировать через перегородки, стены, слои почвы. Химически малоактивен, но обладает специфической способностью связываться с гемоглобином крови. Предельно-допустимая концентрация CO — 5 мг/м3.
Рекомендуемые ВОЗ критерии по CO:
- 100 мг/м3 — за 15 мин;
- 60 мг/м3 — за 30 мин;
- 30 мг/м3 — за 1 ч;
- 10 мг/м3 — за 8 ч;
- 7 мг/м3 — за 24 ч.
3.3.5 Полихлорированные дибензодиоксины и дибензофураны ПХДД и ПХДФ
Эмиссии ПХДД и ПХДФ в окружающую среду — результат комбинированных механизмов формирования хлоридов и фторидов в зависимости от типа печей, условий обжига, характеристики топлива, типа и работы газоочистительного оборудования. Образуются непреднамеренно при взаимодействии ионов хлора и фтора с активным углеродом. Выбросы в атмосферу происходят при одновременном наличии:
- хлоридов в сырье и топливе (уголь, отходы);
- углеводородов, катализаторов в сырье;
- соответствующего температурного режима между 200 °C — 450 °C с максимальным значением образования ПХДД/ПХДФ при температурах 300 °C — 325 °C;
- длительного пребывания в температурном диапазоне;
- ПХДД и ПХДФ — стойкие вещества в окружающей среде и могут перемещаться между средами (например, поступать в воду из почвы).
Факторы эмиссии для производства 1 т извести:
- без системы очистного оборудования — 10 мкг ТЭ/т (ТЭ — токсический эквивалент);
- производство извести с использованием системы пылеулавливания — 0,07 мкг ТЭ/т.
По имеющимся данным международных и европейских организаций, проводивших измерения ПХДД/ПХДФ известкового производства, составляет весьма малую долю выбросов. В таблице 3.12 приведены средние значения выбросов для печей стран ЕС.
Таблица 3.12 — Средние значения выбросов ПХДД и ПХДФ для печей стран ЕС
|
Тип печи |
Средние выбросы ПХДД и ПХДФ, нг I‑TEQ/нм3 |
Мониторинг количества печей |
Общее |
% |
|
Длинные вращающиеся |
0,06 |
11 |
25 |
44 |
|
Вращающиеся с запечным теплообменником |
0,0698 |
15 |
20 |
75 |
|
С параллельным потоком |
0,02 |
45 |
149 |
30 |
|
Кольцевые шахтные |
0,02 |
40 |
77 |
52 |
|
Шахтные пересыпные |
0,05 |
25 |
115 |
22 |
|
Другие типы печей |
0,01 |
1 |
158 |
0,6 |
Российская Федерация 22 мая 2002 г. подписала Стокгольмскую конвенцию по стойким органическим загрязнителям, в число которых входят ПХДД и ПХДФ, 27 июня 2011 г. ратифицировала на основании Федерального закона N 164-ФЗ от 08.12.2003 "Об основах государственного регулирования внешнеторговой деятельности"[25]. Конвенция предусматривает постепенную минимализацию и по мере возможности окончательное прекращение непреднамеренно продуцируемых диоксинов и фуранов.
ПДК для ПХДД и ПХДФ:
- в атмосферном воздухе — 0,5 пг/нм3;
- в выбросах — 0,1 пг/нм3;
- в поверхностных водах, местах водозабора — 1 пг/нм3;
- в почве — 0,33 нг/нм3.
Допустимая суточная доза — 10 пг/кг массы тела человека.
В выбросах в атмосферу известеобжигательных печей содержится аморфный углерод (сажа) — продукт неполного сгорания и термического разложения углеводородов. Образуется так называемый черный углерод при сжигании всех видов топлива: угля, продуктов нефти, природного газа, торфа, дров. Сажа в виде аэрозоли выносится из печи, частично улавливается циклонами. В атмосфере сажа поглощает солнечное излучение, превращая ее в тепловую. В диапазоне температур 700 °C — 800 °С на границе зоны обжига и зоны подогрева образуется полициклический углеводород бенз(а)пирен (С2OН16). Сажа способна адсорбировать бенз(а)пирен, в результате чего ее частицы приобретают канцерогенные свойства. Количество выброшенного углерода и бенз(а)пирена зависит от улавливающей способности сухих циклонов.
Наибольшее количество этих продуктов образуется при использовании твердого топлива. Так, при слоевом сжигании угля в шахтных пересыпных печах при нарушении топливного режима, в период загрузки угля, в процессе горения в зоне восстановления происходит выброс продуктов неполного сгорания, в том числе и сажи. Измерения на таких печах показали выбросы углерода 150–190 мг/м3 до циклонов и 30–110 мг/м3 после циклонов.
При сжигании жидкого топлива в дымовых газах образуются крупнодисперсные липучие частицы сажи, состоящие из углерода. Выброс органического углерода связан и с содержанием органических веществ в карбонатных породах, используемых для получения гидравлической извести. Содержание органического материала в таких породах — 2 % — 5 %. В таком случае выброс органических веществ происходит непрерывно и составляет по данным европейских производителей гидравлической извести 456–1668 мг/м3.
Во вращающихся печах, использующих природный газ, данные показатели находятся в пределах 3–10 мг/м3, причем для длинных вращающихся печей эти значения составляют 100 %. Масса выбросов углерода из печей разного типа российских производителей извести приведена в таблице 3.13.
Таблица 3.13 — Масса выбросов углерода из печей разного типа российских производителей извести
|
Тип печи |
Масса выбросов C до циклонов на 1 т извести кг/т |
Масса выбросов C после циклонов на 1 т извести кг/т |
||
|
Диапазон |
Среднее |
Диапазон |
Среднее |
|
|
Шахтные на твердом топливе |
0,458–0,559 |
0,508 |
0,090–0,330 |
0,210 |
|
Длинные вращающиеся |
0,001–0,010 |
0,006 |
0,001–0,009 |
0,005 |
|
Вращающиеся с запечным теплообменником |
0,008–0,030 |
0,019 |
0,003–0,020 |
0,012 |
Углерод в соответствии с классификацией ГН 2.1.6.1338—03 относится к 3‑му классу опасности. Предельно допустимые концентрации углерода в атмосферном воздухе:
- максимальная разовая — 0,15 мг/м3;
- среднесуточная — 0,05мг/м3.
3.3.7 Хлористый водород (HCl) и фтористый водород (HF)
Содержание в отходящих газах хлористого водорода и фтористого водорода незначительно ввиду низкого их содержания в обжигаемом материале и топливе. В процессе обжига хлориды и фториды связываются с образовавшейся известью, тем самым снижается содержание активной CaO в готовом продукте.
CaO + 2HCl = CaCl2 + H2O
CaO + 2HF = CaF2 + H2O
Точечные и периодические измерения показывают содержание в выбросах в атмосферу из обжиговых печей HCl — 5–30 мг/м3, HF — 0,005–1,0 мг/м3. При этом низкие значения характерны для печей обжигающих чистые известняки, большие — для печей обжигающих доломиты. Это связано с более высоким содержанием HCl и HF в доломитах. Характер распределения уровня выбросов HCl различных печей приведен в таблице 3.14.
Таблица 3.14 — Распределение уровня выбросов HCl в печах разного типа российских производителей извести
|
Тип печи |
Единицы измерения |
Распределение уровня выбросов HCl |
|||
|
< 10 мг/м3 |
10–20 мг/м3 |
20–30 мг/м3 |
30–40 мг/м3 |
||
|
Шахтные пересыпные |
% |
82 |
18 |
|
|
|
Длинные вращающиеся |
% |
89 |
8 |
|
3 |
|
Вращающиеся с запечным теплообменником |
% |
95 |
5 |
|
|
|
Кольцевые шахтные |
% |
71 |
|
29 |
|
По ГН 2.1.6.1338–2003 HCl и HF относятся к 2‑му классу опасности.
ПДК максимальная разовая для HCl — 0,2 мг/м3, для HF — 0,02 мг/м3; среднесуточная ПДК для HCl — 0,1 мг/м3, для HF — 0,005 мг/м3 [19], [20].
3.4 Перечень маркерных загрязняющих веществ, характерных для производства извести
В качестве маркерных загрязняющих веществ, характерных для производства извести, следует принять вещества, характеризующие химический состав и запыленность газов на выходе из печи, физико-химические свойства сырья и топлива, работу очистного оборудования, потери при обжиге. Перечень маркерных загрязняющих веществ, характерных для производства извести, представлен в приложении В, перечень технологических показателей — в приложении Д.
3.5 Потери производства извести
В процессе обжига встречным потоком отходящих газов выносятся твердые частички обжигаемого известняка/доломита. Они осаждаются в очистительном оборудовании: крупные — в пылевых камерах, скрубберах, более мелкие — в циклонах, рукавных фильтрах, электрофильтрах. Эти частицы имеют недостаточную степень диссоциации, поэтому считаются отходами производства. Содержание в них активных CaO + MgO — от 3 % до 28 %. По мере накопления откачиваются в специальный бункер, откуда отгружаются потребителю для раскисления почв, добавки в строительные растворы и смеси, очистки воды в водоемах.
Крупные частицы обжигаемого известняка/доломита из пылевых камер, небольшие количества частично обожженного материала, образовавшегося при пуске печи, используются для отсыпки дорог, укрепления и стабилизации грунтов.
Вода в производстве извести используется:
- для промывки известняка, содержащего глину и песок;
- для добавления в шихту при мокром способе обжига;
- для охлаждения барабанных холодильников;
- для охлаждения горелок.
На российских предприятиях вода является оборотной, после отстаивания в отстойниках, прошедшая очистку от твердых частиц и охлажденная в градирнях возвращается в технологический процесс. Вода, используемая при мокром способе обжига, не вносит вклад в образование сточных вод, она полностью испаряется на стадии сушки и обжига.
Шум создается на всех стадиях производства извести. Источниками шума являются:
- подача известняка/доломита в печь, скиповые устройства;
- работа транспортерных лент;
- работа вращающейся печи и вращающегося холодильника;
- дымососы, вентиляторы, вытяжки;
- дробилки, мельницы, грохота, классификаторы, пневмотранспорт, вибраторы.
Средние значения уровня шума, измеренные на рабочих местах в цехе обжига, приведены в таблице 3.15.
Таблица 3.15 — Средние значения уровня шума, измеренные на рабочих местах в цехе обжига
|
Рабочее место |
Единица |
Фактические |
Нормативные значения уровня шума |
|
Обжигальщик извести |
дБА |
72–81 |
80 |
|
Загрузчик известняка |
дБА |
36–41 |
50 |
|
Выгрузчик извести |
дБА |
70–81 |
80 |
|
Транспортировщик извести |
дБА |
70–77 |
80 |
|
Грохотовщик |
дБА |
68–89 |
80 |
|
|
дБА |
67–82 |
80 |
Выделение запаха в производстве извести связано с качеством используемого материала и топлива. При обжиге битуминозных (черных) известняков или использовании серосодержащего твердого и жидкого топлива выделяются окислы серы (SОx) и сероводород (H2S), которые имеют специфичный запах.
Раздел 4. Определение наилучших доступных технологий
В соответствии со статьей 1 Федерального закона от 10 января 2002 г. № 7‑ФЗ «Об охране окружающей среды» наилучшая доступная технология — технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения целей охраны окружающей среды при условии наличия технической возможности ее применениях [22]. Это определение достаточно близко к тому, что закреплено в Директиве 2010/75/EC о промышленных эмиссиях — основном законодательном документе ЕС, устанавливающем обязательность применения НДТ для отраслей экономики, отнесенным к основным загрязнителям окружающей среды, вовлекающим в производство значительные количества сырьевых и энергетических ресурсов [23].
Понятие «технологии» относится как к используемым технологиям, так и к способам проектирования, создания, обслуживания, эксплуатации и вывода предприятий из эксплуатации.
«Доступные технологии» — это технологии, разработанные в масштабах, позволяющих их внедрить в соответствующей отрасли промышленности экономически и технически осуществимым способом с учетом соответствующих затрат и выгод.
«Наилучшие технологии» — это технологии, позволяющие наиболее эффективным способом достичь общего высокого уровня защиты окружающей среды в целом.
Таким образом, опыт применения НДТ непосредственно связан с внедрением в странах — членах Европейского союза системы комплексных природоохранных разрешений для ключевых предприятий — загрязнителей окружающей среды. При этом в Директиве 2010/75/ЕС речь идет о технологии в наиболее широком ее смысле — технологии как совокупности методов обработки, изготовления, изменения состояния, свойств, формы, сырья, материала, применяемых в процессе производства для получения готовой продукции [24].
В некоторых случаях специалисты упоминают наилучшие доступные технологии, имея в виду новейшие решения, направленные на защиту одной из сред или на решение конкретной проблемы. Это связано с историей вопроса и с эволюцией понятия НДТ, а также с тем, что привлекательность идеи внедрения НДТ, призванных обеспечить высокий уровень защиты окружающей среды, распространяется на самые разные отрасли экономики, включая жилищно-коммунальное хозяйство, городское хозяйство, электросети, тепловые сети и пр.
Для понимания концепции в целом и направлений ее практического применения в России целесообразно привести перечень критериев, в соответствии с которыми следует оценивать, является ли данная технология наилучшей доступной. К числу таких критериев относятся:
- рациональное потребление сырья, материалов и воды (ресурсосбережение), — обеспечение высокой энергоэффективности;
- применение малоотходных процессов;
- характер и масштаб негативного воздействия на окружающую среду и возможность снижения удельных значений эмиссий, связанных с процессом;
- использование в технологических процессах веществ, в наименьшей степени опасных для человека и окружающей среды, и отказ от особо опасных веществ;
- снижение вероятности аварий;
- возможность регенерации и повторного использования веществ, использующихся в технологических процессах;
- свидетельства предыдущего успешного применения в промышленных масштабах сопоставимых процессов, установок, методов управления;
- сроки ввода в эксплуатацию для новых и существующих установок;
- экономическая приемлемость для отрасли.
В последнее время при выявлении наилучших доступных технологий все большее внимание уделяется системам менеджмента. Так, предприятиям практически всех отраслей настоятельно рекомендовано разрабатывать и внедрять системы экологического менеджмента, а также системы энергетического менеджмента, позволяющие учесть приоритеты охраны окружающей среды и повышения энергоэффективности при планировании и осуществлении деятельности организации.
Изменения, внесенные в Федеральный закон от 10 января 2002 г. № 7‑ФЗ «Об охране окружающей среды», заложили основу для широкого практического применения в Российской Федерации наилучших доступных технологий и комплексных экологических разрешений [24].
Для реализации возможностей, которые открываются в результате принятия этих актов, необходимо разработать широкий спектр нормативных документов, информационно-технических справочников, документов по стандартизации и пр. При этом целесообразно наиболее полно учесть отечественный и международный опыт, накопленный промышленными предприятиями и регулирующими органами.
Раздел 5. Наилучшие доступные технологии
НДТ 1
НДТ является выполнение на постоянной основе мониторинга и измерений параметров процесса выбросов, таких как (см.разделы 3.3.2–3.3.7):
|
|
Метод |
|
|
Непрерывное измерение параметров, характеризующих устойчивость процесса, таких как температура, содержание O2, скорость газового потока и выбросы CO |
|
|
Мониторинг и стабилизация таких критических параметров процесса, как расход топлива, дозировка и избыток кислорода |
|
|
Непрерывное или периодическое (один раз в месяц) измерение выбросов пыли, NOx, SOx, HCl и HF |
|
|
Периодические измерения выбросов ПХДД/ПХДВ |
НДТ для минимизации расхода карбонатной породы является применение следующих технических решений по отдельности или в сочетании:
|
|
Метод |
|
а 1) |
Специальная система добычи и дробления карбонатной породы с учетом его гранулометрии и качества |
|
бб 2) |
Подбор печей позволяет более полно использовать добытую карбонатную породу |
|
1) См. раздел 2.1, 2.1.2. 2) См. раздел 2.3. |
|
НДТ для снижения расхода тепла на обжиг является применение комплекса следующих мероприятий:
|
|
Метод |
|
аа 1) |
Применение улучшенной и оптимизированной печной системы и плавного, стабильного процесса эксплуатации печи в соответствии с установленными параметрами с использованием: - компьютерного автоматического контроля; - рекуперации тепла отходящих газов (для вращающихся печей); - весовой системы подачи топлива |
|
бб 2) |
Использование топлива с характеристиками, которые оказывают положительное влияние на расход тепла на обжиг |
|
1) См. разделы 2.3.1.1.2, 2.3.1.4, 2.3.2.3, 2.3.2.4. 2) См. раздел 3.2. |
|
При использовании НДТ могут быть достигнуты уровни потребления тепловой энергии, приведенные в таблице 5.1.
Таблица 5.1 — Уровни использования тепловой энергии, связанные с применением НДТ
|
Тип печи |
Потребление тепловой энергии, ГДж/т 1) |
|
Длинные вращающиеся печи |
6,0–9,0 |
|
Вращающиеся с запечным теплообменником |
5,1–7,8 |
|
Кольцевые шахтные |
3,3–4,9 |
|
Шахтные пересыпные |
3,4–4,7 |
|
Прочих конструкций |
3,5–7,0 |
|
1) На энергопотребление влияют вид продукции, ее качество, условия технологического процесса и качество сырья. |
|
НДТ для минимизации расхода электроэнергии является использование следующих технических решений в отдельности или в комбинации друг с другом:
|
|
Метод |
|
аа 1) |
Использование систем управления потреблением электроэнергии |
|
бб 2) |
Использование карбонатной породы с оптимальной гранулометрией |
|
вв 3) |
Использование высокоэффективного помольного оборудования и другого оборудования, основанного на использовании электроэнергии |
|
1) См. раздел 3.2. 2) См. раздел 2.1.2. 3) См. разделы 2.1.2, 2.1.3, 2.1.4, 2.5. |
|
НДТ является применение, отдельно или в сочетании, следующих мер безопасности при работе на известковом производстве:
|
|
Метод/оборудование |
|
аа 1) |
Внедрение оборудования и машин, позволяющих автоматизировать рабочий процесс (частично либо полностью) |
|
бб 2) |
Применение индивидуальных средств защиты от неблагоприятной производственной обстановки |
|
вв 3) |
Внедрение эффективной системы обеспыливания на всей технологической линии |
|
гг 2) |
Перевод шахтных печей с твердого топлива на природный газ |
|
1) См. разделы 2.3.1.4, 2.3.2.4. 2) См. раздел 2.7. 3) См. раздел 2.1.5. |
|
НДТ для минимизации неорганизованных выбросов пыли характеризуется применением отдельно или совместно следующих технических решений:
|
|
Метод/оборудование |
|
аа 1) |
Циклон |
|
бб 1) |
Рукавный фильтр |
|
вв 1) |
Электрический фильтр |
|
гг 1) |
Мокрая чистка (скуббер) |
|
дд 2) |
Закрытое хранение пылящих веществ |
|
1) См. разделы 2.1.5, 3.3.1. 2) См. раздел 2.1.1, 2.6. |
|
НДТ для снижения выбросов газообразных соединений (NOx, SOx, HCl, CO, CO2, металлов) с дымовыми газами печного процесса является применение отдельно или совместно следующих технических решений:
|
|
Метод |
|
аа 1) |
Осуществление тщательного отбора и контроля поступающих в печь веществ. |
|
бб 2) |
Снижение загрязняющих веществ в топливе |
|
вв 3) |
Использование для оптимизации процесса технических решений для обеспечения эффективного поглощения диоксида серы |
|
1) См. раздел 2.1.1.1. 2) См. таблицу 3.5. 3) См. раздел 3.3.3. |
|
НДТ является снижение выбросов NOx в отходящих печных газах в результате следующих технических решений, используемых отдельно или в совокупности друг с другом (см. 3.3.2):
|
|
Метод |
|
аа |
Подбор подходящего топлива с учетом ограничения содержания в нем азота |
|
бб |
Стадийная подача воздуха во вращающиеся печи с запечным теплообменником |
При использовании НДТ могут быть достигнуты уровни выбросов NOx, представленные в таблице 5.2.
Таблица 5.2 — Уровень выбросов NOx в печных дымовых газах с использованием НДТ
|
Тип печи |
Единица измерений |
Суточный уровень выбросов NOx |
|
Кольцевые, шахтные пересыпные, печи другой конструкции |
мг/нм3 |
< 100 — < 350 1), 3) |
|
Длинные вращающиеся печи с запечным теплообменником |
мг/нм3 |
< 200 –< 500 1), 2) |
|
1) Наибольшие значения, присущие обжигу доломита и сильно обожженной извести. 2) Для вращающихся печей, производящих сильно обожженную известь. Верхний предел достигает 800 мг/нм3. 3) В том случае, когда решений из а) не достаточно и другие мероприятия не достаточны для обеспечения выбросов NOx ниже 350 мг/нм3, выбросы 500 мг/нм3 наблюдаются при производстве сильно обожженной извести. |
||
НДТ является снижение выбросов SOx в отходящих печных газах путем применения отдельно или совместно следующих технических решений:
|
|
Метод/оборудование |
Применимость |
|
а 1) |
Использование топлива с пониженным содержанием серы. |
Длинные вращающиеся печи |
|
б 2) |
Использование дополнительных поглотителей для очистки сухих дымовых газов: - фильтр; - влажный скуббер |
Все типы печей |
|
1) См. раздел 3.3.3. 2) См. раздел 2.1.4. |
||
В таблице 5.3 приведены уровни выбросов SOx при использовании НДТ.
Таблица 5.3 — Уровень выбросов SOx с дымовыми печными газами обжига извести с применением НДТ
|
Тип печи |
Единица измерения |
Среднесуточный уровень выброса SOx как SO2 1) |
|
Кольцевые, шахтные пересыпные печи, печи другой конструкции с запечным теплообменником |
мг/нм3 |
<50 — <200 |
|
Длинные вращающиеся печи |
мг/нм3 |
<50 — <400 |
|
1) Зависит от исходного содержания SO2 в отходящих газах и от мероприятий по снижению выбросов. |
||
НДТ — это снижение выбросов CO и CO2 в отходящих печных газах путем использования мероприятий по оптимизации процесса, которые обеспечивают устойчивое и полное горение (см. разделы 3.3.4.1, 3.3.4.2).
НДТ — это снижение выбросов HCl и HF путем использования топлива с пониженным содержанием хлора и фтора (см. раздел 3.3.7).
НДТ — это снижение выбросов ПХДД и ПХДВ путем использования по отдельности или совместно следующих мероприятий (см. раздел 3.3.5):
|
|
Метод |
|
а |
Выбор топлива с пониженным содержанием хлора |
|
б |
Ограничение попадания в топливо меди |
|
в |
Ограничение времени пребывания дымовых газов и содержания кислорода в зонах с температурой в пределах 300 °C — 450 °C |
НДТ является минимизация выбросов металлов с дымовыми газами печей путем использования отдельно или совместно следующих технических решений:
|
|
Метод |
|
а 1) |
Подбор топлива с пониженным содержанием металлов |
|
б 2) |
Ограничение содержания в сырье металлов |
|
в 3) |
Использование технологий по удалению пыли |
|
1) См. раздел 3.3.8. 2) См. раздел 2.1.1.1. 3) См. раздел 2.1.5. |
|
НДТ для снижения производственных потерь являются (см. раздел 3.4) следующие технические решения:
|
|
Метод |
|
а |
Повторное использование собранной пыли |
|
б |
Использование известковой пыли как товарной продукции |
НДТ — это снижение уровня шума путем использования отдельно или в совокупности следующих технических решений (см. раздел 3.6):
|
|
Метод/оборудование |
|
а |
Соответствующий выбор места для проведения, связанных с шумом, операций |
|
б |
Использование звукоизолирующих строений для проведения работ, связанных с шумом |
|
в |
Установка глушителей на выпуске труб отходящих газов |
|
г |
Звукоизоляция машинного оборудования |
|
д |
Звукоизоляция труб |
|
е |
Использование защитных стен-барьеров и (или) зеленых насаждений |
Перечень технологических показателей, характерных для производства извести, представлен в приложении Д, перечень НДТ, характерных для производства извести, — в приложении Г.
Раздел 6. Экономические аспекты реализации наилучших доступных технологий
В связи с ограниченным количеством информации и нестабильным положением курса валют сложно сделать обоснованный расчет по стоимости внедрения наилучших доступных технологий в известковой промышленности. Тем не менее, опираясь на данные российских производителей и производителей стран ЕС, можно сделать некоторые выводы.
При выборе топлива наиболее важными являются следующие показатели:
- стоимость самого топлива, которая может составить 30 % — 60 % стоимости продукции;
- соотношение меняющейся во времени цены природного газа и твердого топлива;
- стоимость квот на выброс CO2;
- стоимость инвестиций в оборудование для использования конкретного топлива (хранение, транспортировка, сушка, измельчение, использование мер безопасности).
При хранении сыпучих материалов экономический эффект зависит от конкретных условий производства, и поэтому используют множество технических решений, рассчитать стоимость которых не представляется возможным.
Затраты на использование фильтров зависят от размеров и производительной мощности печи. В странах ЕС стоимость установки тканевого фильтра составляет 35–50 тыс. евро, это стоимость самого фильтра, сюда не входит дополнительное оборудование. Стоимость электрофильтров выше на 10 % — 15 %. При влажном пылеудалении следует учитывать расходы на скрубберную жидкость и на процесс очистки загрязненной воды. Использование циклонов характеризуется относительно низкой ценой в сравнении с тканевыми и электрофильтрами. Примерный расчет стоимости затрат на пылеосадительное оборудование представлен в таблице 6.1.
Таблица 6.1 — Стоимость инвестиций и эксплуатационные расходы на пылеосадительное оборудование [13]
|
Параметр |
Единица |
Пылеосадительная техника |
||
|
Описание |
Электростатический осадитель 0) |
Тканевый фильтр 0) |
Влажный скуббер |
|
|
Мощность |
т извести/сут |
140 |
140 |
|
|
Мощность |
т/год |
|
|
50000 |
|
Годовое рабочее время |
ч/год |
7680 |
7680 |
|
|
Выход отходящих газов |
Нм/ч |
23333 |
23333 |
|
|
Стоимость инвестиций |
1000 евро |
600 |
700 |
6–18 |
|
Годовые капитальные вложения |
1000 евро |
|
|
|
|
Процент прироста |
%/год |
4 |
4 |
|
|
Срок эксплуатации контрольного оборудования |
год |
10 |
10 |
|
|
Суммарно |
1000 евро |
73,97 |
86,30 |
|
|
Суммарно |
1000 евро/ |
1,65 |
1,93 |
|
|
Фиксированные эксплуатационные расходы |
%/год 2) |
4 |
4 |
|
|
Суммарно |
1000 евро |
24 |
28 |
|
|
Суммарно |
1000 евро/ |
5,36 |
6,25 |
1–5 евро/т (0,1–0,5 евро/т) |
|
Переменные эксплуатационные расходы |
1000 евро/ |
8,06 |
9,03 |
|
|
Цены из расчета на т извести |
1000 евро/ |
2,99 |
3,45 |
|
|
Стоимость удаления 1 т пыли 3) |
1000 евро/ |
|
|
|
|
Выброс пыли |
1000 евро/ |
0,015 |
0,015 |
|
|
Выбросы после очистки |
1000 евро/ |
0,0002 |
0,0002 |
|
|
Суммарно |
1000 евро/ |
0,202 |
0,233 |
|
|
Определение переменных затрат на эксплуатацию |
||||
|
Стоимость электроэнергии 4) |
|
|
|
|
|
Потребление дополнительной электроэнергии 5) |
кВтч/ |
6,86 40 кВт |
8,57 50 кВт |
|
|
Стоимость электроэнергии |
евро/кВтч |
0,569 |
0,569 |
|
|
Суммарно |
1000 евро/ |
3,90 |
4,99 |
|
|
Стоимость рабочей силы 6) |
|
|
|
|
|
Потребность в рабочей силе |
чел./год/ |
1,12 |
1,12 |
|
|
Заработная плата |
1000 евро/ |
37,234 |
37,234 |
|
|
Суммарно |
1000 евро/ |
4,16 |
4,16 |
|
|
Стоимость захоронения пыли 7) |
|
|
|
|
|
Суммарно |
1000 евро/ |
0 |
0 |
|
|
Переменные эксплуатационные расходы |
1000 евро/ |
8,06 |
9,03 |
|
|
0) 2000 год. 1) Сухой газ с 10 % O2. 2) От инвестиций. 3) Получается сложением 50 % стоимости электростатического осадителя и 50 %стоимости тканевого фильтра. 4) Стоимость электроэнергии = ƛe.ce / 103. 5) Потребность в дополнительной электроэнергии в результате замены оборудования. 6) Затраты на рабочую силу ƛ1 c1. 7) Затраты на захоронение пыли ƛd. cd. |
||||
![]()
Раздел 7. Перспективные технологии
В течение многих лет обжиг тонко измельченной карбонатной породы в кипящем слое осуществляют в небольших объемах. У этой технологии имеется несколько потенциальных достоинств:
- использование содержащей серу карбонатной породы;
- низкие выбросы NOx;
- низкие выбросы SO2.
Помимо того, что при использовании этой технологии не достигается особенно низкий удельный расход тепла на обжиг, тонко измельченная продукция не подходит для многих целей, при этом в ней относительно велико содержание карбоната кальция.
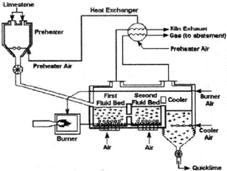
Lomestone — карбонатная порода; Preheater — подогреватель; Air —
воздух;
Heat Exchanger —
теплообменник; Kiln Exhaust — отходящий газ из печи;
Gas (to abatement) — очистка газа; Burner — горелка;
First — первая; Second —
вторая; Fluid Bed —
кипящий слой;
Cooler —холодильник; Quicklime —
негашеная известь
Рисунок 7.1 — Схема печи кипящего слоя
На рисунке 7.1 показана схема печи кипящего слоя. Тонко измельченную карбонатную породу подают в подогреватель, использующий тепло отходящих печных газов. Подогретая карбонатная порода затем поступает в емкость, где создается первая ступень кипящего слоя, температура карбонатной породы повышается, и она начинает обжигаться. По мере обжига карбонатной породы более легкая негашеная известь перетекает через разделительную стенку в пространство второй стадии кипящего слоя, где завершается обжиг. Затем негашеная известь проходит через холодильник, где охлаждается наружным воздухом.
Несмотря на то, что при осуществлении технологии кипящего слоя происходит меньшее, чем при использовании других печей, загрязнение, отсутствуют четкие доказательства возможности получения в кипящем слое тонкодисперсной высоко активной извести.
7.2 Обжиг во взвешенном состоянии
В цементной промышленности разработана технология подачи тонко измельченной карбонатной породы в подогреватель взвешенного состояния — декарбонизатор. Однако такая технология подходит лишь для карбонатной породы определенного качества и поэтому используется в очень малом количестве установок. Эта технология осуществлена на двух печах в Австралии. На одной из них продукт из декарбонизатора проходит короткую вращающуюся печь, используемую для регулирования содержания CaCO3 и контроля соответствия активности требованиям потребителя.
Такая технология особенно подходит для «песчаной» карбонатной породы, поскольку обжиг во взвешенном состоянии подразумевает подачу материала размером 0–2 мм. Для осуществления рассматриваемой технологии необходимы высокие капиталовложения, которые, вероятно, ограничивают их относительно высокую (например, около 500 т/сут) производительность.
Керамические фильтры способны эффективно удалять пыль из газов с очень высокой температурой. И в таких печах, как вращающиеся, производящие мертво обожженный доломит, возможно использование керамических теплообменных устройств.
7.4 Дожигание дымовых газов в шахтных пересыпных печах
Для обработки дымовых газов шахтных пересыпных печей рассматривается два варианта очистки:
а) рекуперативный термический окислитель. Основным достоинством рассматриваемой технологии является относительно слабая чувствительность к концентрации пыли до 30 мг/нм3. Кроме того, из-за наличия в окислителе высоких температур не могут образоваться аммонийные соли, которые засоряют и корродируют оборудование. Однако при самых благоприятных режимах эта технология требует дополнительных (до 0,85 ГДж/т продукции) затрат тепла. В данный момент отсутствуют практические испытания, подтверждающие эффективность очистки и затраты при использовании этой технологии.
б) регенеративный термический окислитель. Опытные испытания небольшого регенеративного окислителя провели на нескольких заводах ЕС, оснащенных отапливаемыми различными видами твердого топлива шахтными пересыпными печами. Окислитель устанавливали между тканевым фильтром и трубой и часть (до 1500 нм3/ч) дымовых газов (как показано на рисунке 7.2) отделяли от основного потока дымовых газов.
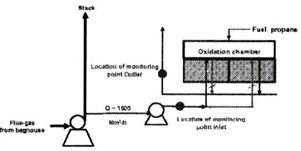
Flue-gas from baghouse — дымовые газы из тканевого фильтра; Stack — труба; Location of monitoring point —
расположение точек мониторинга; Outlet — выход;
Inlet — вход; Fuel: propane — топливо — пропан;
Oxidation chamber —
камера окислителя
Рисунок 7.2 — Пример технологической схемы обработки дымовых газов
Состав дымовых газов на входе и выходе из окислителя подвергался тщательному контролю в течение нескольких часов (см. таблицу 7.1).
Таблица 7.1 — Состав дымовых газов по результатам мониторинга в течение нескольких часов [13]
|
Замеры |
Вещества |
Средняя концентрация, мг/нм3 |
|
|
на входе |
на выходе |
||
|
1 |
CO |
4900 |
35 |
|
TOC |
32 |
01 |
|
|
H2S |
< 0,8 |
< 0,7 |
|
|
2 |
CO |
14650 |
95 |
|
TOC |
1220 |
0,4 |
|
|
H2S |
2 |
< 0,8 |
|
|
3 |
CO |
6270 |
51 |
|
TOC |
338 |
1,3 |
|
|
H2S |
1,4 |
<1,2 |
|
|
4 |
CO |
10810 |
95 |
|
TOC |
37 |
0,2 |
|
|
H2S |
– |
– |
|
|
5 |
CO |
14230 |
128 |
|
TOC |
34 |
0,3 |
|
|
H2S |
20 |
< 0,9 |
|
|
6 |
CO |
14450 |
115 |
|
TOC |
53 |
0,5 |
|
|
H2S |
33 |
|
|
Из приведенных данных можно сделать вывод о том, что хорошо спроектированный окислитель может работать в автотермическом (без подвода дополнительной энергии) режиме в том случае, когда концентрация CO в дымовых газов до обработки превышает 1,5 % — 2 %. В этом случае эффективность удаления оксида углерода, общего органического углерода и сероводорода достигает 98 %. Концентрация CO в дымовых газах после очистки всегда не превышает 100 мг/нм3. Однако в противоположность рекуперативной системе это оборудование требует, чтобы в дымовых газах содержалось очень мало (не более 5 мг/нм3) пыли. Если температура на выходе слишком низкая (ниже 200 °C), могут формироваться аммонийные соли. В этом случае наблюдается коррозия труб и (или) неконтролируемый выброс пыли. Эти испытания также показали, что в том случае, когда CO превышает 2 % — 3 %, в окислителе при окислении загрязняющих веществ образуется слишком много тепла. Это может привести к серьезным нарушениям в работе оборудования.
Вывод о том, какую технологию следует выбрать, следует основывать на следующем (не исчерпывающем) перечне критериев:
- характеристика дымовых газов — скорость течения, содержание кислорода, CO, TOC и температура;
- изменение этих параметров во времени;
- характеристика обеспыливающей системы.
Заключительные положения и рекомендации
Настоящий справочник НДТ подготовлен ТРГ‑7. Наиболее активное участие в работе на производственных площадках, сборе, анализе и систематизации информации, а также в написании текста справочника НДТ и его обсуждении приняли специалисты следующих организаций:
- Союз производителей извести;
- ЗАО «Известняк» Джегонасский карьер;
- ОАО «ЭЛЬДАКО»;
- ООО «Росизвесть»;
- ЗАО «Клинцовский силикатный завод»;
- ОАО «Угловский известковый комбинат».
При подготовке справочника НДТ были использованы материалы, полученные от российских производителей извести в ходе обмена информацией, организованного Бюро НДТ в 2015 году. Кроме того, составители справочника НДТ учитывали результаты отечественных научно-исследовательских и диссертационных работ, маркетинговых исследований, а также российских и международных проектов, выполненных в России в 2010–2015 годах.
В связи с тем, что обмен информацией был проведен в чрезвычайно сжатые сроки и получить надежные данные по ряду подотраслей производства для Российской Федерации не представилось возможным, при написании справочника НДТ были использованы также зарубежные материалы — справочник ЕС по наилучшим доступным технологиям «Европейская комиссия. Комплексное предупреждение и контроль загрязнений. Производство цемента, извести и оксида магния. Май 2009 г.» (European Commission. Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques in the Cement, Lime and Magnesium Oxide Manufacturing Industries. May 2009).
Общее заключение, которое можно сделать в результате подготовки справочника, состоит в том, что ведущие отечественные компании активно занимаются внедрением современных технологических процессов и оборудования, разрабатывают программы повышения энергоэффективности и экологической результативности производства. Однако цели, задачи и ожидаемые результаты перехода к технологическому нормированию на основе наилучших доступных технологий руководители предприятий понимают и оценивают по-разному. Ожидания промышленников связаны с уменьшением административной нагрузки и упрощением системы государственного регулирования в сфере охраны окружающей среды, опасения — с неопределенным порядком правоприменения и вероятностью установления недостижимых технологических нормативов. По всей вероятности, отказ большинства производителей извести от участия в обмене информацией и от предоставления необходимых для разработки справочника НДТ сведений вызван именно опасениями руководителей предприятий и их неготовностью к переменам.
Рекомендации составителей справочника НДТ основаны на сделанном заключении:
1. Для продвижения идеи перехода к наилучшим доступным технологиям необходимо организовать масштабную информационно-просветительскую кампанию и систему подготовки (повышения квалификации, дополнительного профессионального образования) кадров. Обсуждение сути перемен призвано подготовить к ним предприятия и разъяснить основные мотивы и стимулы экологической модернизации отечественной экономики.
2. Определенные составителями справочника НДТ наилучшие доступные технологии и технологические показатели могут и должны быть в ближайшее время уточнены при участии российских промышленников. Для этого необходимо привлечь их внимание при поддержке профильных ассоциаций, центров стандартизации и метрологии, а также управлений Росприроднадзора по субъектам федерации, высших учебных заведений, консультационных компаний, проектных и других организаций.
3. Действенным инструментом актуализации справочника НДТ могут и должны стать пилотные проекты, к участию в которых необходимо привлечь 5–10 ведущих компаний по производству извести.
Процесс совершенствования справочника НДТ должен отражать принцип последовательного улучшения — основной принцип современных систем менеджмента. Составители справочника НДТ «Производство извести» надеются, что коллеги готовы разделить эту позицию и поддержать совершенствование документа и продвижение наилучших доступных технологий в известковой промышленности.
Приложение А
(справочное)
Крупные месторождения мела и известняка
на территории Российской Федерации
|
Месторождение |
Регион |
Запасы, тыс. т |
Область |
Степень освоения |
|
Емецкое (Плесецкое) |
Архангельская область |
113 800 |
Доломит I класса |
Государственный резерв |
|
Савинское (известняки) |
|
113 254 |
Известняки для производства цемента |
Разрабатываемое |
|
Савинское |
|
186 617 |
Флюсовые известняки (CaO — 53,0 %; |
Государственный резерв |
|
Пугачевское |
Республика Башкортостан |
65593 |
Флюсовые известняки (CaO — 54,4 %; |
Разрабатываемое |
|
Худолазское |
|
81599 |
Известняк |
Разрабатываемое |
|
Тра-Тау (Южный участок месторождения) |
|
7700 |
Известняк для сахарной промышленности MgCO3 — 1,47 %) |
Государственный резерв |
|
Шах-Тау (необводненные запасы) |
|
10914 |
Известняк для содового производства |
Разрабатываемое |
|
Шах-Тау (обводненные запасы) |
|
60200 (обводнен) |
Известняк |
Разрабатываемое |
|
Юрак-Тау |
|
52306 |
Известняки для производства цемента |
Государственный резерв |
|
Белгородское |
Белгородская область |
136 330 |
Мел для производства цемента |
Разрабатываемое |
|
Лебединское |
|
282 437 |
Мел |
Разрабатываемое |
|
Приоскольское |
|
120 442 |
Мел |
Государственный резерв |
|
Стойленское |
|
427 130 |
Мел для производства цемента |
Разрабатываемое |
|
Фокинское (Брянское) |
Брянская область |
324 656 |
Мел для производства цемента |
Разрабатываемое |
|
Болотское |
Владимирская область |
91091 |
Известняки для производства цемента |
Государственный резерв |
|
Малышевское |
|
51892 |
Доломит I класса |
Государственный резерв |
|
Храповицкое |
|
258 555 |
Известняки для производства цемента |
Государственный резерв |
|
Храповицкое |
|
50070 |
Строительный известняк |
Разрабатываемое |
|
Мало-Голубинское |
Волгоградская область |
97036 |
Мел для содового производства |
Государственный резерв |
|
Себряковское |
|
977 626 |
Мел для производства цемента |
Разрабатываемое |
|
Усть-Грязнухинское |
|
58804 |
Мел для производства цемента |
Государственный резерв |
|
Белоручейское |
Вологодская область |
450 836 |
Известняки |
Разрабатываемое |
|
Копанищенское |
Воронежская область |
59686 |
Мел |
Разрабатываемое |
|
Подгоренское |
|
197 098 |
Мел для производства цемента |
Разрабатываемое |
|
Пятовское |
Калужская область |
117 234 |
Строительный известняк |
Разрабатываемое |
|
Джегутинское |
Карачаево-Черкесская Республика |
352 269 |
Известняки для производства цемента |
Разрабатываемое |
|
Правобережное |
Краснодарский край |
125 940 |
Известняк для содового производства |
Государственный резерв |
|
Хаджохское |
|
81214 |
Известняк для сахарной промышленности |
Государственный резерв |
|
Русско-Конопельское |
Курская область |
59138 |
Мел для производства цемента |
Государственный резерв |
|
Дубоемское |
Ленинградская область |
66490 |
Известняки для производства цемента |
Государственный резерв |
|
Заручевьевское |
|
65366 |
Доломит I, II, III классов |
Государственный резерв |
|
Пикалевское |
|
307 278 |
Флюсовые известняки |
Разрабатываемое |
|
Данковское |
Липецкая область |
717 008 |
Доломит I, II классов |
Разрабатываемое |
|
Донское |
|
211 443 |
Флюсовые известняки |
Разрабатываемое |
|
Лавское |
|
16948 |
Строительный известняк |
Разрабатываемое |
|
Ольшанецкое |
|
112 317 |
Флюсовые известняки |
Разрабатываемое |
|
Рождественское |
|
54071 |
Известняк для сахарной промышленности |
Разрабатываемое |
|
Сокольско-Ситовское |
|
215 045 |
Флюсовые известняки |
Разрабатываемое |
|
Сокольско-Ситовское |
|
130 796 |
Известняки для производства цемента |
Разрабатываемое |
|
Хмелинецкое |
|
76798 |
Известняк для сахарной промышленности |
Разрабатываемое |
|
Афанасьевское |
Московская область |
113 680 |
Известняки для производства цемента |
Разрабатываемое |
|
Паньшинское |
|
71031 |
Известняки для производства цемента |
Разрабатываемое |
|
Аккермановское |
Оренбургская область |
376 303 |
Флюсовые известняки |
Разрабатываемое |
|
Ново-Пашийское |
Пермский край |
81235 |
Известняки для производства цемента |
Разрабатываемое |
|
Чаньвинское (Костанокский участок) |
|
333 253 |
Известняк для содового производства |
Разрабатываемое |
|
Бельгопское |
Республика Коми |
147 349 |
Известняки для производства цемента |
Государственный резерв |
|
Боснийское |
Республика Северная Осетия — Алания |
228 956 |
Доломит для стекольной промышленности |
Государственный резерв |
|
Длиннодолинское |
|
105 692 |
Известняк для производства карбида кальция |
Разрабатываемое |
|
Жирновское |
Ростовская область |
172 845 |
Флюсовые известняки |
Разрабатываемое |
|
Жирновское (Бы-строреченский участок) |
|
9573 м3 |
Строительный известняк |
Разрабатываемое |
|
Жирновское (участок № 1) |
|
33048 м3 |
Строительный известняк |
Разрабатываемое |
|
Касимовское |
Рязанская область |
71960 м3 |
Строительный известняк |
Разрабатываемое |
|
Кумовогорское |
|
62494 |
Известняки для производства цемента |
Разрабатываемое |
|
Погорелово-Галинское |
|
95774 м3 |
Строительный известняк |
Разрабатываемое |
|
Пронское |
|
657 980 |
Известняки для производства цемента |
Государственный резерв |
|
Верхне-Яблоновское |
Самарская область |
103 804 |
Известняки для производства цемента |
Государственный резерв |
|
Климовское |
|
80869 |
Мел для производства цемента |
Государственный резерв |
|
Яблоновское |
|
109 170 |
Известняки для производства цемента |
Разрабатываемое |
|
Большевик |
Саратовская область |
154 945 |
Мел для производства цемента |
Разрабатываемое |
|
Вольское (Овраг и Рыбновский) |
|
61810 |
Мел |
Разрабатываемое |
|
Коммунар |
|
62265 |
Мел для производства цемента |
Разрабатываемое |
|
Красный Октябрь |
|
150 412 |
Мел для производства цемента |
Разрабатываемое |
|
Гальянское |
Свердловская область |
384 244 |
Флюсовые известняки |
Разрабатываемое |
|
Кунарское |
|
221 817 |
Известняки для производства цемента |
Разрабатываемое |
|
Невьянское 1 |
|
50930 |
Известняки для производства цемента |
Разрабатываемое |
|
Петропавловское |
|
80493 |
Флюсовые известняки |
Разрабатываемое |
|
Северо-Воронцовское |
|
65567 |
Флюсовые известняки |
Государственный резерв |
|
Джегонасское |
Карачаево-Черкесская Республика |
103 188 |
Известняк для сахарной промышленности |
Разрабатываемое |
|
Величковское |
Тверская область |
142 337 |
Известняки для производства цемента |
Государственный резерв |
|
Алексинское |
Тульская область |
74269 |
Известняки для производства цемента |
Государственный резерв |
|
Гурьевское |
|
37766 м3 |
Строительный известняк |
Разрабатываемое |
|
Пореченское |
|
69162 |
Известняк для сахарной промышленности |
Разрабатываемое |
|
Урусовское |
|
415 768 |
Флюсовые известняки |
Государственный резерв |
|
Форинское |
|
58113 |
Флюсовые известняки |
Разрабатываемое |
|
Бутырская Гора |
Ульяновская область |
68884 |
Мел для производства цемента |
Государственный резерв |
|
Солдатская Таш-ла |
|
273 599 |
Мел для производства цемента |
Государственный резерв |
|
Агаповское |
Челябинская область |
172 793 |
Флюсовые известняки |
Разрабатываемое |
|
Атлянекое |
|
74913 |
Флюсовые известняки |
Государственный резерв |
|
Лисьегорское |
|
127 742 |
Доломит I класса |
Разрабатываемое |
|
Гулинское |
|
63999 |
Доломит I класса |
Государственный резерв |
|
Ново-Пристанское |
|
79779 |
Флюсовые известняки |
Государственный резерв |
|
Саткинское (Ка-рагайский участок) |
|
249 716 |
Доломит I, II классов |
Разрабатываемое |
|
Сухореченское |
|
418 330 |
Флюсовые известняки |
Государственный резерв |
|
Таяндинское |
|
72146 |
Флюсовые известняки |
Государственный резерв |
|
Тургоякское |
|
216 826 |
Флюсовые известняки |
Разрабатываемое |
|
Шеинское (Еманжелинское) |
|
188 130 |
Известняки для производства цемента |
Разрабатываемое |
|
Черногорское |
Чеченская Республика |
129 361 |
Известняки для производства цемента |
Государственный резерв |
Приложение Б
(справочное)
Коды ОКВЭД и ОКПД области применения
|
Код |
Наименование |
Код |
Наименование |
|
23 |
Класс «Продукты минеральные неметаллические прочие» |
23 |
Производство прочей неметаллической минеральной продукции |
|
23.5 |
Подкласс «Цемент, известь и гипс» |
23.5 |
Производство цемента, извести и гипса |
|
23.52 |
Группа «Известь и гипс» |
23.52 |
Производство извести и гипса |
|
23.52.1 |
Подгруппа «Известь негашеная, гашеная и гидравлическая» |
23.52.1 |
Производство негашеной, гашеной и гидравлической извести |
|
23.52.10 |
Вид «Известь негашеная, гашеная и гидравлическая» |
|
|
|
23.52.10.110 |
Известь негашеная |
|
|
|
23.52.10.120 |
Известь гашеная (гидратная) |
|
|
|
23.52.10.130 |
Известь гидравлическая |
|
|
|
23.52.9 |
Подгруппа «Услуги по производству извести и гипса отдельные, выполняемые субподрядчиком» |
|
|
|
23.52.99 |
Вид «Услуги по производству извести и гипса отдельные, выполняемые субподрядчиком» |
|
|
|
23.52.99.000 |
«Услуги по производству извести и гипса отдельные, выполняемые субподрядчиком |
|
|
Приложение В
(обязательное)
Перечень маркерных загрязняющих веществ для атмосферного воздуха,
характерных для производства извести
1) CO;
2) CO2;
3) NOx;
4) Углерод (сажа);
5) SOx;
6) Неорганическая пыль, содержащая диоксид кремния.
Приложение Г
(обязательное)
Перечень НДТ
|
Номер НДТ |
Наименование НДТ |
|
1 |
НДТ для выполнения на постоянной основе мониторинга и измерений параметров процесса выбросов |
|
2 |
НДТ для минимизации расхода карбонатной породы |
|
3 |
НДТ для снижения расхода тепла на обжиг |
|
4 |
НДТ для минимизации использования электроэнергии |
|
5 |
НДТ применение мер безопасности при работе на известковом производстве |
|
6 |
НДТ для минимизации неорганизованных выбросов пыли |
|
7 |
НДТ для снижения выбросов газообразных соединений (NOx, SOx, HCl, CO, СО2, металлов) с дымовыми газами печного процесса |
|
8 |
НДТ для снижения выбросов NOx в отходящих печных газах |
|
9 |
НДТ для снижения выбросов SOx в отходящих печных газах |
|
10 |
НДТ для снижения выбросов СО и СО2 в отходящих печных газах |
|
11 |
НДТ для снижения выбросов HCl и HF путем использования топлива с пониженным содержанием хлора и фтора |
|
12 |
НДТ для снижения выбросов ПХДД и ПХДВ |
|
13 |
НДТ для минимизации выбросов металлов с дымовыми газами печей |
|
14 |
НДТ для снижения производственных потерь |
|
15 |
НДТ для снижения уровня шума |
Приложение Д
(обязательное)
Перечень технологических показателей
|
№ |
Перечень технологических показателей |
Европейские технологические показатели |
||
|
1 |
Энергопотребление, ГДж/т |
Длинные вращающиеся печи |
6,0 — 9,2 |
6,0 — 9,2 |
|
|
|
Вращающиеся печи с запечным теплообменником |
5,1 — 7,8 |
5,1 — 7,8 |
|
|
|
Шахтные печи |
3,4 — 4,7 |
3,4 — 4,7 |
|
2 |
Выбросы NOx, мг/м3 |
Длинные вращающиеся печи |
300 — 2000 |
|
|
Вращающиеся печи с запеч-ным теплообменником |
180 — 1800 |
10 — 2000 |
||
|
|
|
Шахтные печи |
100 — 420 |
|
|
3 |
Выбросы SOx, мг/м3 |
Длинные вращающиеся печи |
5 — 1500 |
|
|
Вращающиеся печи с запеч-ным теплообменником |
5 — 45 |
1 — 1500 |
||
|
|
|
Шахтные печи
|
240 — 400
|
|
|
4 |
Выбросы СO, мг/м3 |
Длинные вращающиеся печи |
60 — 360 |
|
|
|
|
Вращающиеся печи с запеч-ным теплообменником |
40 — 310 |
10 — 2500 |
|
|
|
Шахтные печи |
2000 — 2900 |
|
|
5 |
Выбросы HCl, мг/м3 |
Длинные вращающиеся печи |
0,1 — 40 |
|
|
|
|
Вращающиеся печи с запеч-ным теплообменником |
0,1 — 20 |
0,1— 40 |
|
|
|
Шахтные печи |
0,1 — 20 |
|
|
6 |
Выбросы C, мг/м3 |
Длинные вращающиеся печи |
0,2 — 2,0 |
|
|
|
|
Вращающиеся печи с запеч-ным теплообменником |
0,7 — 4,0 |
< 100 |
|
|
|
Шахтные печи |
30 — 110 |
|
|
6 |
Выбросы ПХДД и ПХДВ, нг-I-TEQ/м3 |
Длинные вращающиеся печи |
0,01 |
|
|
|
|
Вращающиеся печи с запеч-ным теплообменником |
0,07 |
0,01 — 0,07 |
|
|
|
Шахтные печи |
0,05 |
|
|
7 |
Выбросы пыли неорганической, мг/м3 |
Циклонные фильтры |
40 — 160 |
10 — 100 |
|
|
|
Рукавные фильтры |
< 20 |
< 20 |
|
|
|
Электрофильтры |
5 — 30 |
< 20 |
Приложение Е
(обязательное)
Энергоэффективность
1. Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Известковая промышленность является энергоемкой отраслью с потреблением энергии до 60 % от расходов на производство.
Для производства извести используются осадочные карбонатные горные породы, состоящие из углекислого кальция, углекислого магния и различных примесей.
Сырье поступает на склад во фракционированном или нефракционированном виде. В первом случае оно распределяется со склада по приемным бункерам печей, во втором — его вначале отправляют в приемные бункера дробильно-сортировочной установки, а после дробления и рассева ленточными транспортерами распределяют по приемным бункерам обжиговых печей (см. раздел 2.1).
В печах используют газообразное, твердое и жидкое топливо.
Средний удельный расход электроэнергии по известковой промышленности Российской Федерации за 2014 год составляет 14,5 кВтч/т, в т.ч. на шахтных печах, 30кВтч/т — на двухшахтных регенеративных печах, 40 кВтч/т — на вращающихся печах с запечным подогревателем (см. раздел 3.2.2).
Внедрение энергосберегающих технологий, снижение общего расхода тепла на единицу продукции, рациональная организация расхода топлива являются актуальными задачами отрасли (см. раздел 2.3).
2. Основные технологические процессы, связанные с использование энергии
Технологические процессы, связанные с добычей, хранением, подготовкой и измельчением сырьевых материалов приведены в разделах 2.1, 2.2, 2.3.
Основные характеристики используемого топлива, технологические процессы подготовки и сжигания топлива приведены в разделе 2.3.
3. Уровни потребления
- удельный расход сырьевых материалов на производство 1 т извести – см. раздел 3.1;
- удельный расход топлива на обжиг 1 т извести — см. раздел 3.2.1;
- удельный расход энергии на производство 1 т извести — см. раздел 3.2.2.
4. Наилучшие доступные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
|
Номер НДТ |
Наименование НДТ |
Раздел/пункт справочника |
|
НДТ 2 |
НДТ для минимизации расхода карбонатной породы |
5.2 |
|
НДТ 3 |
НДТ для снижения расхода тепла на обжиг |
5.3 |
|
НДТ 4 |
НДТ для минимизации использования электроэнергии |
5.4 |
5. Экономические аспекты реализации НДТ, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
При выборе топлива следует учитывать следующие показатели:
- стоимость самого топлива, которая может составить 30 % — 60 % стоимости продукции;
- соотношение меняющейся во времени цены природного газа и твердого топлива;
- стоимость инвестиций в оборудование для использования конкретного топлива (хранение, транспортировка, сушка, измельчение, использование мер безопасности) (см. раздел 6).
1. ПНСТ 21—2014. Наилучшие доступные технологии. Структура информационно-технического справочника.
2. ПНСТ 22—2014. Наилучшие доступные технологии. Термины и определения.
3. ПНСТ 23—2014. Наилучшие доступные технологии. Формат описания технологий.
4. ГОСТ 54206—2010. Ресурсосбережение. Производство извести. НДТ повышения энергоэффективности.
5. ГОСТ 55098—2012. Ресурсосбережение. НДТ обращение с отходами в известковой промышленности. Аспекты эффективного применения.
6. Монастырев А. В. «Производство извести». — М : Высшая школа, 1971 г. — 269 с.
7. Монастырев А. В., Галиахметов Р. Ф. Печи для производства извести. — Воронеж : Истоки, 2011 г. — 391 с.
8. Бойтон Р. С. Химия и технология извести : пер. с англ. — М. : Стройиздат, 1972 г. — 239 с.
9. Информационный ресурс «Мультистат» в сети Интернет (www.multistat.ru).
10. Справочный документ по наилучшим доступным технологиям «Производство цемента, извести и оксида магния». — 2009 г. — 486 с.
11. ОНТП‑10—85 Общесоюзные нормы технологического проектирования предприятий по производству извести.
12. ГОСТ 9179—77 Известь строительная. Технические условия.
13. Руководство по охране окружающей среды, здоровья и труда при производстве цемента и извести. Общее руководство по ОСЗТ.
14. Сергина Н. М, Азаров Д. В., Семенова Е. А. Установка пылеулавливания для промышленности стройматериалов. — Ставрополь : Издательство СКФУ, 2013 г.
15. Ковальчук В. К., Иванова И. Л., Саенко А. Г. Санитарно-защитные зоны для промышленных источников загрязнения атмосферного воздуха. — Владивосток : Медицина ДВ, 2010.
16. Куликова Е. Ю. Методика расчета выбросов загрязняющих веществ при производстве строительных материалов.
17. ОНД‑86 Методика расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах предприятий. — Ленинград : Гидрометеоиздат, 1987.
18. Руководство ЕМЕП/ЕАОС по инвентаризации выбросов. 2013 г. Координатор — Йерун Кюэнен. Производство извести.
19. Гигиенические нормативы ГН 2.2.5.1313-03 «Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны».
20. Гигиенические нормативы ГН 2.1.6.1338-03 «Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе населенных мест».
21. ГОСТ 22688-77 Известь строительная. Методы испытаний.
22. Федеральный закон от 10.01.2002 г. N 7-ФЗ (ред. от 28.11.2015) "Об охране окружающей среды" (с изм. и доп., вступ. в силу с 01.01.2016).
23. Directive 2010/75/EU of the European Parliament and of the Council of 24 November 2010 on industrial emissions (integrated pollution prevention and control).
24. Федеральный закон от 21.07.2014 г. N 219-ФЗ (ред. от 29.12.2014) "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации".
25. Федеральный закон от 08.12.2003 г. N 164-ФЗ (ред. от 13.07.2015) "Об основах государственного регулирования внешнеторговой деятельности".
